 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENUX
Lao Xiang Ji's modern food processing and cold chain storage base, built with an investment of 1.5 billion RMB, integrates a central kitchen, intelligent sorting, and cold chain storage. It is one of Asia's largest single-building reinforced concrete frame structure food cold chain storage centers. Centered on full-industry-chain quality control, the base utilizes advanced technologies such as scientific zoning, pressure differential control, vacuum cooling, and waste heat recovery to establish a high-standard clean production system spanning from raw material processing to cold chain distribution, supplying fresh and safe ingredients to restaurants nationwide.

Lao Xiang Ji is a leading catering chain enterprise in China, centered on a full-industry-chain model spanning from poultry farming to dining tables, integrating premium chicken breeding, food processing, cold chain logistics, and restaurant operations. As of 2025, Lao Xiang Ji operates over 1,200 directly managed stores nationwide, serving nearly 200 million customers annually, establishing itself as a benchmark brand in China's Chinese-style fast food sector. The company prioritizes food safety above all, consistently investing in intelligent production bases and cold chain infrastructure to deliver fresh, healthy, and safe dining experiences to consumers. The Food Processing and Cold Chain Storage Base in Feixi, Hefei, represents a pivotal strategic project for deepening national expansion and ensuring supply chain stability.
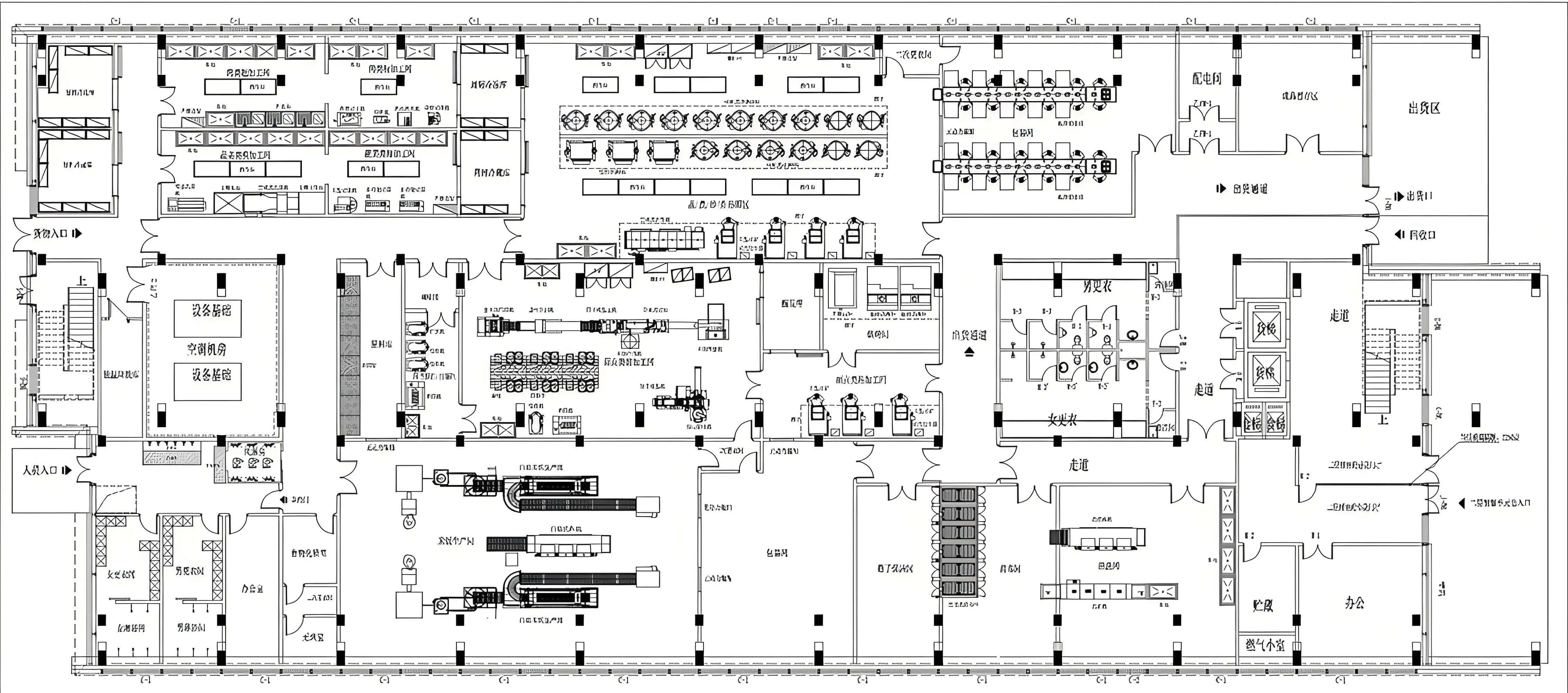
Located in Feixi County, Hefei City, Anhui Province, the Lao Xiang Ji Food Processing and Cold Chain Storage Base represents an investment of 1.5 billion RMB. Covering an area of 204 mu (approximately 13.6 hectares) with a building area of around 136,000 square meters, it is one of Asia's largest single-building reinforced concrete frame structure food cold chain storage centers. Integrating a central kitchen, intelligent sorting, and cold chain storage, the project employs strict clean zoning and pressure differential design, achieving physical segregation of clean and contaminated areas following the principle of "clean area → semi-clean area → general area → contaminated area" to eliminate cross-contamination. The low-temperature processing area is constructed to ISO Class 8 (Class 100,000 cleanliness) standards, maintaining a constant temperature of 10–15°C. It is equipped with vacuum cooling technology to rapidly inhibit microbial growth; interior walls feature stainless steel curved skirting to eliminate hygiene hard-to-clean corners, and fresh air is supplied after primary and medium-efficiency filtration to ensure air purity. In terms of energy conservation, the base innovatively applies a waste heat recovery system, utilizing excess heat from cold storage compressors for defrosting fans and enabling cascaded utilization of low-temperature exhaust air from the packaging workshop. Upon completion, the facility will have an annual processing capacity of 40 million chickens, 20,000 tons of vegetables, 18,000 tons of meat products, and 100,000 tons of cooked food and fresh-cut produce. Forming a "dual-core" supply chain with the East China headquarters in Shanghai, it will reduce cross-regional delivery time to within 48 hours, strongly supporting Lao Xiang Ji's national expansion strategy.
Design core & logic: Laoxiangji sets extremely high requirements for food safety and production efficiency. Together with the process team, we adopted the overall concept of "process first, building supportive, MEP as bottom-line guarantee".
On clean zoning, the logic of "clean zone → semi-clean zone → general area → contaminated area" is strictly implemented. A stable air pressure gradient is established through opposed pressurization supply and return air systems, achieving separation of personnel flow, material flow, and airflow. The difficulty lies in frequent material transfer between different functions with varying temperature, humidity, and cleanliness requirements. Through BIM simulation, multiple rounds of airflow organization and pressure difference distribution were checked, optimizing damper positions and air volume ratios to ensure stable pressure difference between key processes and reliable clean/dirty diversion.
▲ BIM validation: pressure cascade, turbulence control, and particle containment were all digitally pre-commissioned.

CLEAN CORE

ΔP CONTROL
The low-temperature processing area requires a constant room temperature of 10–15 °C, while relative humidity must be strictly controlled to avoid condensation and frost. The project team adopted high-efficiency refrigeration units + variable frequency terminals + zone-based on fine control, combined with vacuum cooling equipment to decompose heat and humidity load at the source. Through envelope insulation and reasonable air velocity control, local condensation problems were solved.
To eliminate hygiene dead corners, stainless steel curved skirting is uniformly used at the base of interior walls, and the floor is made of anti-slip easy-to-clean material. During the design phase, production and QA teams jointly reviewed every drain location, floor slope, and equipment base height to ensure efficient cleaning without residue.
The fresh air system adopts primary + medium filters and reserves space for HEPA upgrades to meet possible future food safety standard improvements. Air handling units balance energy saving and reliability, with reserved smart monitoring interfaces for future SCADA/EMS integration.

10–15°C

NO FROST
Waste heat recovery: The Deiiang team introduced systematic energy-saving solutions. Waste heat from cold-store compressor units is recovered for fan defrosting and domestic hot water preheating, which not only solves the high energy consumption of traditional electric defrost but also reduces boiler (or electric heating) load. Meanwhile, low-temperature exhaust from the packaging workshop is conditioned via heat recovery units and then used as supply air for the basket washing room and cleaning stations, realizing "cooling-heating complementarity" and energy cascade utilization.
Initial difficulty: system balance under different working conditions — the heating/cooling loads were often mismatched. By simulating multi-year meteorological data and process load curves, a buffer tank and multi-condition control logic were added, making the system stable in both winter and summer with significant energy savings.
Construction phase BIM: The biggest challenge was multi-trade interference and tight schedule. MEP installation in food plants is highly specialized: clean HVAC, refrigeration, plumbing, weak current, process piping and stainless steel equipment intertwine. The Deiiang team adopted full BIM + refined construction management: comprehensive MEP coordination model established during steel structure and main construction phase, 3D collision detection for ducts, bridges, refrigeration pipes, water supply/drainage and production lines, solving headroom and maintenance space issues in advance.
Strict stage separation: "clean area construction" vs "non-clean area construction" — rough installation first, then secondary structure & decoration, precision installation. All materials and tools entering clean areas are managed by checklist and on-site inspection. For critical processes (vacuum cooler installation, cold room panel assembly, double-door access control),Sample guidance and supervision ensure first-time quality, avoiding rework that affects schedule and service life.

HEAT REC.

CASCADE
✓ Technology first, building support, electromechanical foundation — The whole process from clean zoning, pressure cascade, BIM airflow simulation, low-temperature constant control, hygienic cove detailing, to waste heat recovery and construction BIM coordination strictly follows the "process first" philosophy. Every design decision was reviewed with the Laoxiangji process and QA team. The result is a future-ready food processing & cold chain base with expandable HEPA provision, SCADA/EMS readiness, and proven energy cascade stability.
※ The images above (vertical flow with arrows) illustrate key design steps: clean core → pressure cascade → BIM simulation; temp/humidity control → anti-condensation → hygienic skirting; waste heat recovery → cascade utilization → BIM coordination — exactly reflecting the three-flow separation and multi-stage energy saving.

