 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENUX
This project is a modern production facility built to meet the upgrading demands of precision transmission components for automotive and high-end equipment. It integrates a Class 100,000 clean forging workshop, a constant temperature and humidity precision machining area, intelligent warehousing, and supporting utilities. Adopting an EPC plus full-process technical service model, the project is contracted and built by Deiiang Company with the goal of creating a benchmark clean manufacturing base in the precision forging industry.

Established in 2005, Jiangyin Quanhuafeng Precision Forging Co., Ltd. is a national high-tech enterprise specializing in the R&D and manufacturing of precision forgings such as automotive differential gears, transmission shaft components, and new energy motor shafts. The company possesses full-chain capabilities from die design and precision forging to heat treatment and finish machining. Its products directly serve leading global Tier-1 suppliers and OEMs including Bosch, ZF, BYD, and NIO, with an annual precision forging capacity exceeding 8 million pieces. The construction of this cleanroom workshop represents a critical strategic move for Quanhuafeng to upgrade to a more precise, cleaner, and more intelligent precision forging manufacturing system.
This key technical transformation project was initiated by Jiangyin Quanhuafeng to upgrade its high-end precision forging and finish machining capabilities, with Deiiang Company serving as the turnkey EPC and full-process technical service provider. The core challenge lay in deeply integrating the heavy forging equipment foundations with an ISO Class 8 cleanroom environment, while simultaneously meeting the demanding conditions of a precision machining zone requiring 20±1℃ and 50±5% RH. During construction, a "master schedule + critical path management + six-zone zoned containment" approach was adopted. Using a model-first strategy in Zone A and closed assembly-line workflows, the team completed highly interleaved civil, steel, MEP, and cleanroom finishing works within an 11-month schedule. During system commissioning, a local temperature gradient issue in the precision machining area was resolved by optimizing supply air and return air configurations, narrowing the temperature difference from 2.8℃ to 0.9℃. Currently, the workshop operates stably under full-load production, with all cleanliness and environmental parameters continuously compliant, providing a robust quality guarantee for Quanhuafeng's high-value forging exports and new energy vehicle orders.

This project is entrusted to our experienced cleanroom construction team, which consists of 5 project managers, 15 engineers, and 40 skilled technicians. All team members hold relevant professional certifications and have undergone specialized training in cleanroom construction, thereby ensuring the project's high quality and timely completion.


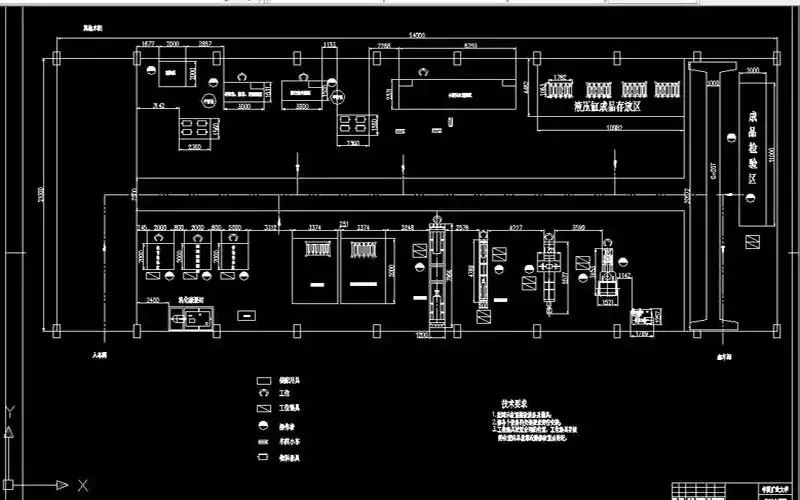
Jiangyin Quanhuafeng Precision Forging Class 100,000 Cleanroom Workshop Project is a key technical transformation project initiated by Quanhuafeng Company to adapt to the upgrading of high-end precision forging and downstream precision machining products. Deiiang Company serves as the general contractor and full-process technical service provider for the implementation. From the very beginning of the project, it was clearly defined to follow the principle of "high-standard planning, full-process control, and one-time completion to meet standards." The construction content includes a Class 100,000 clean forging workshop, a constant temperature and humidity precision machining area, an intelligent warehousing area for raw materials and finished products, supporting public utilities (power station, air compressor station, pure water system, exhaust gas and wastewater treatment systems), and an information management platform.


During the construction phase, the project implemented a refined management model of "master control plan + critical path management + zoned containment construction." Since it was necessary to meet the foundation construction requirements for heavy equipment installation while also satisfying the stringent requirements of cleanroom engineering for dust, particulate, and process interleaving control, the greatest challenge in construction organization was the highly intersecting nature of civil works, steel structures, MEP installation, cleanroom finishing, and process equipment installation, coupled with tight schedule targets and a low tolerance for process quality errors. The Deiiang project team implemented a system of "model guidance + zoned handover + process acceptance" on site: first, construction method models for process foundations, floor slabs, cleanroom enclosures, and utility integration were created in local areas, which were then fully promoted after confirmation by the owner and supervisor; meanwhile, the workshop was divided into several functional zones, each undergoing a closed assembly line operation of "civil handover to installation—MEP installation—cleanroom finishing—process installation—commissioning linkage," with strict personnel and material access systems for the clean construction area to avoid secondary contamination. To address the conflict between schedule and quality, we increased parallel work surfaces for critical processes and adopted factory-prefabricated components (such as prefabricated duct sections, finished supports and hangers, electrical bridge assemblies, etc.), effectively reducing on-site work time without compromising quality standards.


During the equipment installation and system commissioning phase, the project team focused on organizing the integrated commissioning of the air conditioning and purification system, process cooling water system, compressed air system, pure water system, and power and low-voltage systems. The functionality of the Class 100,000 cleanroom depends not only on the performance of individual equipment but also on the coordinated control among systems. To this end, Deiiang's automation and IT team jointly developed a tiered commissioning plan: first single-machine commissioning, then subsystem linkage, and finally centralized monitoring and data recording of key parameters such as temperature, humidity, pressure differential, cleanliness level, and energy consumption through the central monitoring platform. During the trial operation phase, in response to issues such as excessive temperature gradients in local areas and uneven air velocity distribution identified in the early stage, we gradually stabilized all operating parameters within the design specifications by adjusting supply air volume distribution, optimizing damper openings, and locally modifying return air outlet positions, ensuring that the cleanroom can continuously meet standards under full-load production conditions.

