 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENU

Effective Cleanroom Material Flow Design is fundamental to maintaining contamination control and operational efficiency in critical environments. This comprehensive guide explores the principles, technologies, and best practices that define successful material handling systems.
Proper Cleanroom Material Flow Design can reduce contamination incidents by up to 85% and improve operational efficiency by 30-45%, according to industry studies conducted by Deiiang™ experts.
What is Cleanroom Material Flow Design?
Cleanroom Material Flow Design refers to the systematic planning and implementation of pathways and procedures for moving materials through cleanroom environments while maintaining strict contamination control. The core objectives include:
- Contamination Control: Preventing introduction of particles, microorganisms, and other contaminants
- Operational Efficiency: Optimizing material transfer times and reducing bottlenecks
- Quality Assurance: Ensuring product integrity and compliance with regulatory standards
- Cost Optimization: Reducing waste, rework, and operational expenses
- Regulatory Compliance: Meeting ISO, GMP, and other industry-specific requirements
Why is Cleanroom Material Flow Design Crucial?
Contamination Control
Avoid introducing particles, microorganisms, and other contaminants through materials. For example, a single particle >0.5μm can ruin semiconductor wafers worth thousands of dollars.
Product Quality & Safety
Critical for pharmaceuticals, medical devices, and semiconductors where product integrity directly impacts patient safety or product functionality.
Production Efficiency
Optimize material周转时间, reduce waiting periods, and eliminate bottlenecks. Proper design can reduce material transfer time by 40-60%.
Regulatory Compliance
Meet strict ISO 14644, GMP, FDA, and other regulatory requirements for material handling and transfer procedures.
Cost Control
Reduce rework, scrap, and optimize storage and handling costs. Poor material flow can increase operational costs by 15-25%.
Fundamental Principles of Cleanroom Material Flow Design
The foundation of effective Cleanroom Material Flow Design rests on several key principles that ensure contamination control and operational efficiency. These principles form the basis for all successful material handling systems in controlled environments.
Implementing proper Cleanroom Material Flow Design principles can reduce cross-contamination risks by up to 90% while improving material throughput by 35-50%, as demonstrated in Deiiang™ client implementations.
A. Unidirectional Flow Principle
The unidirectional flow principle ensures materials move from lower cleanliness areas to higher cleanliness areas without backtracking or cross-contamination. This principle is mathematically represented by the formula:
Material Flow Direction: iso class 8/7 → ISO Class 6 → iso class 5
For example, in a pharmaceutical facility designed by Deiiang™, materials follow this path:
Warehouse (Non-clean) → Receiving Area (iso 8) → Preparation Area (ISO 7) → Pass-through → Core Cleanroom (iso 5)
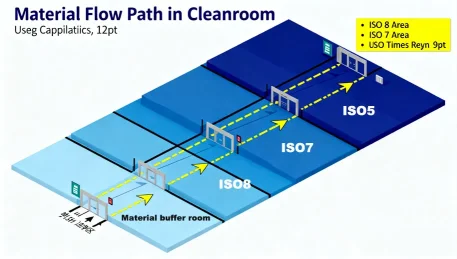
Figure 2: Unidirectional material flow from warehouse to cleanroom core
B. Separation of Personnel and Material Flow
Maintaining separate pathways for personnel and materials is critical to prevent cross-contamination. This principle reduces the risk of contaminants from outside being introduced via materials into personnel-changing areas.
❌ Incorrect Design
Mixed personnel and material flows create contamination risks. For example, when materials pass through gowning areas, they can introduce 500-2,000 additional particles ≥0.5μm per cubic meter.
Problem: Shared entry points, materials crossing personnel pathways, contamination of gowning areas
✅ Correct Design
Completely separated flows with dedicated material airlocks and personnel gowning rooms. This approach reduces contamination incidents by 70-85% according to Deiiang™ studies.
Solution: Dedicated material entry points, separate corridors, physical separation of flows
C. Zoning and Segregation
Effective zoning creates clear boundaries between different material processing stages and cleanliness requirements. A typical Deiiang™ designed facility includes these zones:
Receiving Area
Initial material receipt and documentation
Quarantine Zone
Material awaiting quality release
Preparation Area
Cleaning, disinfection, repackaging
Buffer Zone
Intermediate storage before entry
Cleanroom Storage
Approved materials ready for use
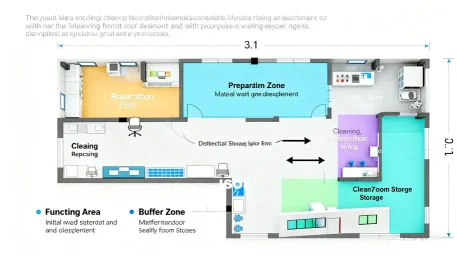
Figure 3: Cleanroom zoning diagram showing material flow through different functional areas
D. Material Status Management and Identification
Clear material status identification prevents mix-ups and ensures only approved materials enter clean areas. The standard status system includes:
| Status | Color Code | Description | Allowed Movement |
|---|---|---|---|
| Quarantine | Yellow | Awaiting quality approval | Receiving to quarantine only |
| Approved | Green | Quality released for use | Can enter clean areas |
| Rejected | Red | Failed quality standards | Return to supplier or disposal |
| In-Use | Blue | Currently in production | Within designated work area |
E. Minimize Handling and Contact
Reducing material handling directly decreases contamination risk. Each transfer operation can introduce 50-200 additional particles ≥0.3μm per cubic foot. Deiiang™ recommends these strategies:
- Automated Transfer Systems: Reduce human contact by 80-95%
- Standardized Containerization: Use uniform containers to minimize repackaging
- Direct Line Feeding: Supply materials directly to point of use
- Batch Sizing Optimization: Calculate optimal batch sizes to minimize transfers
For example, the optimal batch size can be calculated using the formula:
Q = √(2DS/H) × (1 - d/p)
Where: Q = optimal batch size, D = annual demand, S = setup cost, H = holding cost, d = demand rate, p = production rate
Key Facilities and Technologies in Cleanroom Material Flow Design
Modern Cleanroom Material Flow Design incorporates specialized facilities and technologies that enable efficient material transfer while maintaining strict contamination control. These systems form the physical infrastructure that supports the material flow principles.
Implementing the right technologies in your Cleanroom Material Flow Design can improve material transfer efficiency by 45-65% while reducing contamination risks by 75-90%, according to Deiiang™ implementation data across multiple industries.
A. Pass Boxes/Pass-through Chambers
Pass boxes are essential for transferring materials between different cleanliness zones while maintaining pressure differentials and preventing contamination.

Static Pass Box

Dynamic Pass Box

UV Sterilizing Pass Box
| Type | Typical Size | Material | Cleanliness Level | Key Features |
|---|---|---|---|---|
| Static Pass Box | 500×500×500mm | 304 Stainless Steel | ISO 7 to ISO 5 | Interlocked doors, basic design |
| Dynamic Pass Box | 600×600×600mm | 316L Stainless Steel | ISO 5 to ISO 4 | HEPA filtration, air shower |
| UV Pass Box | Various sizes | 304/316L SS | ISO 5+ | UV-C sterilization, timer control |
B. Material Airlocks
Material airlocks provide controlled entry points for larger quantities of materials, typically featuring air shower systems to remove surface contamination.
Deiiang™ Design Example: A pharmaceutical client reduced material-borne contamination by 92% after implementing our recommended material airlock system with these specifications:
- Size: 2.4m × 2.4m × 2.4m (accommodates pallet jacks)
- Air shower: 30-second cycle at 20-25 m/s velocity
- HEPA filtration: 99.99% efficiency at 0.3μm
- Interlocked doors with 5-second delay
- Particle monitoring with alarm system
C. Material Decontamination/Preparation Area
This critical area handles material cleaning, disinfection, and preparation before entry into clean areas. The standard process flow includes:
Receiving & Inspection
Outer Packaging Removal
Cleaning & Wiping
Disinfection
Repackaging
D. Automated Material Handling Systems (AMHS)
AMHS technologies reduce human intervention and improve material flow efficiency in high-volume cleanroom operations.
AGV Systems
Automated Guided Vehicles for flexible material transport
Capacity: 50-2000kg | Accuracy: ±10mm
RGV Systems
Rail Guided Vehicles for high-speed repetitive routes
Speed: 1-2 m/s | Accuracy: ±5mm
Cleanroom Robotics
Specialized robots for precise material handling
Repeatability: ±0.1mm | Class: ISO 5 compatible
E. Cleanroom-grade Storage Equipment
Specialized storage solutions designed for cleanroom environments prevent particle generation and facilitate efficient material organization.
- Stainless Steel Shelving: Electropolished 304 or 316L stainless steel with rounded corners
- Cleanroom Carts: Non-shedding materials with smooth surfaces and cleanroom-compatible casters
- Modular Cabinets: Sealed units with HEPA filtration for sensitive materials
- ESD-protected Storage: For electronic components and static-sensitive devices
F. Waste Disposal Flow
Proper waste handling prevents contamination of clean areas and ensures regulatory compliance for different waste types.
Cleanroom Waste
Packaging, gloves, wipes from clean areas
Disposal: Sealed bags → Pass-through → General waste
Hazardous Waste
Chemicals, biological materials, sharps
Disposal: Designated containers → Hazardous waste facility
Recyclable Waste
Cardboard, plastics, metals from preparation areas
Disposal: Dedicated bins → Recycling facility
Material Flow Design for Different cleanroom classes and Industries
Different industries and CleanRoom Classifications require specialized approaches to Cleanroom Material Flow Design. Understanding these variations is essential for creating effective material handling systems that meet specific operational and regulatory requirements.
Each industry presents unique challenges for Cleanroom Material Flow Design, requiring specialized solutions that address specific contamination risks, regulatory requirements, and operational workflows. Deiiang™ has developed industry-specific expertise across all major cleanroom applications.
A. Semiconductor/Micro-electronics Industry
The semiconductor industry demands extreme particle control, with even nanoscale particles capable of destroying integrated circuits worth thousands of dollars.
Key Requirements:
- Ultra-clean materials handling with particle counts < 1 particle/ft³ ≥0.1μm
- FOUP (Front Opening Unified Pod) and SMIF (Standard Mechanical Interface) systems
- Highly automated material handling with minimal human intervention
- Static control measures with < 10 volt ESD protection
- AMHS integration for 24/7 wafer fab operations
B. Pharmaceutical/Biotechnology Industry
Pharmaceutical cleanrooms focus on microbial control, sterility assurance, and preventing cross-contamination between products.
GMP Compliance Requirements:
- Dedicated material airlocks with air showers for bulk materials
- Material status control (Quarantine, Approved, Rejected) with color coding
- Separate flows for different product categories to prevent cross-contamination
- Documented material transfer procedures with verification steps
- Environmental monitoring during material transfer operations
C. Medical Device Industry
Medical device manufacturing requires balancing particle control with specific requirements for sterile packaging and product traceability.
Design Considerations:
- Clean packaging processes for sterile medical devices
- UDI (Unique Device Identification) tracking throughout material flow
- Separation of non-sterile components from sterile assembly areas
- Validation of sterilization processes for packaging materials
- Temperature and humidity control for sensitive materials
D. Precision Manufacturing/Optics Industry
Precision manufacturing requires control of specific contaminants that can affect product performance, including dust, fibers, and electrostatic discharge.
Specialized Requirements:
- Fibrous particle control with lint-free packaging and garments
- ESD protection for electronic components and assemblies
- Vibration isolation for sensitive measurement equipment
- Specialized cleaning procedures for optical components
- Cleanroom-compatible tooling and fixtures
| Industry | Primary Concern | Typical Cleanliness | Key Design Focus | Automation Level |
|---|---|---|---|---|
| Semiconductor | Particle control | ISO 1-4 | AMHS, FOUP/SMIF | High (80-95%) |
| Pharmaceutical | Microbial control | ISO 5-8 | GMP compliance, separation | Medium (40-70%) |
| Medical Device | Sterility assurance | ISO 5-7 | Packaging, traceability | Medium (50-75%) |
| Precision Manufacturing | Specific contaminants | ISO 4-6 | ESD, vibration control | Variable (30-80%) |
Material Flow Design Process and Considerations
A systematic approach to Cleanroom Material Flow Design ensures that all operational requirements, contamination risks, and regulatory standards are properly addressed. This process involves multiple stages from initial analysis through final validation.
The methodology for Cleanroom Material Flow Design developed by Deiiang™ incorporates industry best practices, regulatory requirements, and practical operational experience to create efficient, compliant material handling systems.
A. Requirement Analysis and Planning
Comprehensive analysis forms the foundation of effective material flow design. Key factors to consider include:
Product Characteristics
- Size, weight, and fragility
- Sensitivity to contamination
- Temperature/humidity requirements
- Hazardous properties
Production Volume
- Daily/weekly material requirements
- Batch sizes and frequencies
- Peak vs. average demand
- Future capacity planning
Process Requirements
- Material processing steps
- Required equipment access
- Operator interactions
- Quality control points
B. Risk Assessment and Control
Systematic risk assessment identifies potential contamination points and operational bottlenecks in the material flow.
FMEA (Failure Mode and Effects Analysis) Example:
| Process Step | Failure Mode | Effects | Severity | Occurrence | Detection | RPN | Control Measures |
|---|---|---|---|---|---|---|---|
| Material Transfer via Pass Box | Both doors open simultaneously | Contamination of clean area | 8 | 3 | 2 | 48 | Interlock system, alarm |
| Material Preparation | Incomplete cleaning | Particle contamination | 7 | 4 | 3 | 84 | Visual inspection, wipe test |
C. Layout Design and Simulation
Advanced simulation tools help optimize material flow before implementation, identifying potential bottlenecks and inefficiencies.
Simulation Metrics for Optimization:
- Material Travel Distance: Target reduction of 20-40% from initial layout
- Transfer Time: Optimize to meet production takt time requirements
- Queue Lengths: Limit waiting at critical transfer points
- Equipment Utilization: Target 70-85% for optimal performance
- Bottleneck Identification: Address constraints affecting overall flow
D. Equipment Selection and Integration
Selecting appropriate equipment based on cleanliness requirements, material characteristics, and operational needs.
Pass Box Selection
Based on material size, frequency, and cleanliness requirements
Storage Systems
Cleanroom-grade shelving, cabinets, and modular systems
Transport Equipment
Carts, AGVs, conveyors compatible with cleanroom requirements
Monitoring Systems
Particle counters, pressure sensors, environmental monitors
E. Validation and Qualification
Formal validation ensures the material flow system performs as intended and meets all regulatory requirements.
Validation Protocol (IQ/OQ/PQ):
- Installation Qualification (IQ): Verify proper installation of all equipment and systems
- Operational Qualification (OQ): Demonstrate system operation under normal conditions
- Performance Qualification (PQ): Verify system performance under actual operating conditions
For example, a typical pass box validation includes testing:
- Door interlock functionality (100% testing)
- Pressure differential maintenance (±1 Pa accuracy)
- Airflow velocity for dynamic boxes (0.45 m/s ±20%)
- Particle count verification after transfer operations
- UV intensity and timer accuracy for sterilization boxes
Regulatory and Standard Requirements
Compliance with international standards and regulatory requirements is essential for effective Cleanroom Material Flow Design. These standards provide the framework for contamination control, quality assurance, and operational safety.
Understanding and implementing the requirements of these standards in your Cleanroom Material Flow Design ensures regulatory compliance, facilitates inspections, and provides documented evidence of due diligence in contamination control.
A. ISO 14644 Series Standards
The ISO 14644 series provides the fundamental requirements for cleanroom classification and monitoring.
Key Standards for Material Flow:
- iso 14644-1: Classification of air cleanliness by particle concentration
- iso 14644-2: Monitoring for providing evidence of cleanroom performance
- ISO 14644-3: Test methods for cleanrooms and associated controlled environments
- ISO 14644-4: Design, construction, and start-up of cleanroom facilities
- iso 14644-5: Cleanroom operations
- iso 14644-7: Separative devices (clean air hoods, gloveboxes, isolators)
B. GMP (Good Manufacturing Practice)
GMP regulations provide specific requirements for pharmaceutical and medical device manufacturing, including detailed material handling provisions.
GMP Requirements for Material Flow:
- Dedicated and clearly marked areas for material receipt, quarantine, sampling, and storage
- Proper segregation between different material statuses (quarantine, approved, rejected)
- Prevention of mix-ups, contamination, and cross-contamination during material handling
- Documented procedures for all material handling operations
- Adequate cleaning and maintenance of material handling equipment
- Environmental monitoring during material transfer operations
- Validation of critical material transfer processes
C. Other Industry-Specific Standards
Various industries have specific standards that impact material flow design and operations.
FDA Regulations
- 21 CFR Part 210/211 (cGMP for pharmaceuticals)
- 21 CFR Part 820 (Quality System Regulation for medical devices)
- FDA Guidance for Industry: Sterile Drug Products Produced by Aseptic Processing
EU Regulations
- EudraLex Volume 4 (EU GMP Guidelines)
- Annex 1: Manufacture of Sterile Medicinal Products
- Medical Device Regulation (MDR 2017/745)
Other Standards
- IEST Recommended Practices
- USP
- SEMI Standards (semiconductor industry)
Cleanroom Material Flow Design Optimization and Best Practices
Continuous improvement and optimization of Cleanroom Material Flow Design can yield significant benefits in efficiency, contamination control, and operational costs. Implementing best practices ensures sustainable performance and adaptability to changing requirements.
Advanced optimization strategies for Cleanroom Material Flow Design incorporate digital technologies, data analytics, and lean principles to create intelligent, adaptive material handling systems that continuously improve performance.
A. Supply Chain Management Optimization
Integrating material flow design with supply chain management creates efficiencies that extend beyond the cleanroom.
Strategies for Optimization:
- Supplier Qualification: Work with suppliers who provide cleanroom-compatible packaging
- Standardized Packaging: Implement uniform container sizes to optimize storage and handling
- Just-in-Time Delivery: Reduce on-site storage requirements and material handling
- Vendor-Managed Inventory: Shift material management responsibilities to qualified suppliers
- KANBAN Systems: Implement pull-based material replenishment signals
B. Digitalization and Smart Solutions
Digital technologies enable real-time monitoring, data analysis, and intelligent control of material flow operations.
MES Integration
Manufacturing Execution Systems for real-time material tracking and workflow management
Benefits: 25-40% reduction in material search time
WMS Implementation
Warehouse Management Systems for optimized storage, retrieval, and inventory control
Benefits: 15-30% improvement in inventory accuracy
IoT Sensors
Internet of Things sensors for environmental monitoring, equipment status, and material location
Benefits: Real-time anomaly detection and alerting
C. Traceability
Comprehensive traceability systems track materials throughout their lifecycle in the cleanroom environment.
Traceability Technologies:
- Barcode Systems: Cost-effective for basic material identification and tracking
- RFID Tags: Enable automated tracking without line-of-sight requirements
- QR Codes: Provide quick access to detailed material information
- Blockchain: Emerging technology for secure, immutable traceability records
D. Common Mistakes and How to Avoid Them
Understanding common pitfalls helps prevent costly errors in cleanroom material flow design and operation.
| Common Mistake | Impact | Prevention Strategy |
|---|---|---|
| Mixed personnel and material flows | Increased contamination risk, regulatory citations | Design separate pathways with physical separation |
| Inadequate material preparation areas | Poor cleaning effectiveness, contamination | Include sufficient space with proper equipment for material cleaning |
| Poor waste management design | Accumulation of contaminants, compliance issues | Design dedicated waste streams with proper containment |
| Insufficient automation for high-volume operations | Bottlenecks, variability, increased contamination risk | Implement appropriate AMHS based on volume and frequency |
| Inadequate documentation and procedures | Compliance failures, inconsistent operations | Develop comprehensive SOPs and training programs |
Case Study
Pharmaceutical Company Implements Comprehensive Material Flow Redesign
Before Redesign
- Mixed personnel and material flows
- Manual material handling throughout
- Frequent contamination incidents
- Average material transfer time: 45 minutes
- Regulatory observations during inspections
After Redesign
- Completely separated flow paths
- Automated transfer systems implemented
- 85% reduction in contamination incidents
- Average transfer time: 15 minutes
- Successful regulatory inspections
Implementation Details:
- Project Duration: 6 months from design to validation
- Key Technologies: Dynamic pass boxes, material airlocks with air showers, AGV system, RFID tracking
- Design Approach: Risk-based design with FMEA analysis of all material transfer points
- Validation: Full IQ/OQ/PQ protocol execution with 3 months of performance data
- ROI: 14-month payback through reduced losses and improved efficiency
Lessons Learned: The successful implementation demonstrated the importance of comprehensive planning, stakeholder engagement, and phased implementation. The project team, led by Deiiang™ design expert Jason.peng, emphasized cross-functional collaboration between operations, quality, and facilities teams to ensure all requirements were addressed.
Conclusion and Outlook
Effective Cleanroom Material Flow Design is a critical component of successful cleanroom operations across multiple industries. By implementing the principles, technologies, and best practices outlined in this guide, organizations can achieve significant improvements in contamination control, operational efficiency, and regulatory compliance.
The future of Cleanroom Material Flow Design points toward increasingly intelligent, automated, and integrated systems. Emerging trends include AI-powered optimization, advanced robotics, and seamless digital integration across the entire supply chain.


