 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENU
Understanding GMP Compliance: Why Panel Choice Matters
Selecting the right GMP Compliant cleanroom panels isn't an architectural afterthought; it's a foundational quality decision. A single poorly designed joint can become a reservoir for microbes, turning your sterile area into a compliance nightmare. The right panel system acts as a passive, reliable guardian of your product's purity.
Every choice, from the surface laminate to the corner radius, impacts cleanability and verification. It's the difference between passing an audit with flying colors and scrambling to explain contamination deviations. Investing in truly GMP Compliant Cleanroom Panels from the start is the smartest CAPEX you'll spend.
What Defines a "GMP Compliant" Surface?
Let’s get official. Per FDA and ISO guidelines, a compliant surface isn't just "smooth." It's a system engineered for verifiable cleanliness. Picture your QA manager with a swab and a frown – the surface must allow them to prove it's clean. This means:
- Non-shedding & Particle-Free: The material itself cannot contribute to particulate count. No flaking, no crumbling.
- Easily Cleanable & Disinfectable: Must withstand repeated scrubbing with sporicidal agents (e.g., 70% IPA, hydrogen peroxide solutions) without degrading. As our lead designer Jason.peng at Deiiang™ puts it, "If you're scared to clean it, it's not GMP."
- Resistant to Damage: Must resist dings, scratches, and cracks from routine equipment movement. A scratch isn't just cosmetic; it's a potential biofilm hideout.
- Inert & Non-reactive: Won't react with cleaning chemicals or process materials to form new contaminants.
Key Regulations & Standards (ISO, FDA, Annex 1)
The rulebook is thick, but here are the heavy hitters for your walls:
FDA 21 CFR Part 211
Mandates that surfaces in drug product areas be “easily cleanable” and “maintained in a clean and sanitary condition.” Vague? Yes. That's why inspectors lean on industry best practices (like the ones we're detailing).
EU GMP Annex 1 (2022)
The big update. It explicitly states the cleanroom "should be designed… to avoid uncleanable areas." It emphasizes the quality of finishes and the need for sealed joints to prevent microbial ingress. This is the regulation pushing the "flush design" revolution.
iso 14644-4 & -5
-4 covers design & construction, demanding surfaces be "smooth, impervious, and unbroken." -5 covers operations, dictating cleaning protocols your panels must endure. They're the "how-to" for the FDA's "what."
Critical Design Features for Contamination Control
Here's where theory meets the trowel. The best GMP Compliant Cleanroom Panels are defined by features that actively defeat contamination, not just sit there looking shiny. It's about eliminating the nooks and crannies where microbes throw parties.
Modern GMP Compliant Cleanroom Panels are like a seamless, monolithic shell. The goal? Zero ledges, zero gaps, zero excuses during an environmental monitoring swab test. Let's break down the make-or-break features.
The "Flush" Design Concept (Goodbye, Dust Shelves!)
Traditional cleanrooms used protruding aluminum profiles to join panels. It was easy, but it created a microscopic “shelf” at every joint—a perfect trap for dust and a nightmare to clean. The flush design eliminates this entirely.
❌ Traditional Joint (Avoid This)

"Bacteria Trap" - Difficult to clean, creates turbulence.
✅ Deiiang™ Flush System (The Goal)
"Easy to Clean" - Laminar flow, no ledges, verifiable.
For mobile devices, the good design is shown first, as it's the priority. The flush system, often seen in Deiiang™ panel configurations, uses internal joining mechanisms and specialized sealing to create that perfect, cleanable plane.
Joint & Coving Solutions: No Sharp Angles Allowed
Nature hates a vacuum, and contamination hates a radius. Sharp 90-degree corners are virtually impossible to clean effectively. The solution? Cove (radiused) corners at all wall-to-wall, wall-to-ceiling, and wall-to-floor junctions.
- R50+ mm Corners: A radius of 50mm or greater allows cleaning tools (and disinfectant spray) to make full contact. It's not just a suggestion in Annex 1; it's a best practice for cleanability.
- Sealed for Life: The joint between panels should be sealed with a high-grade, non-porous silicone that's compatible with your cleaning agents. Even better are systems with integrated gaskets that compress for a perfect seal without relying on cure-time dependent sealants.
Internal Joint Structure (Conceptual)
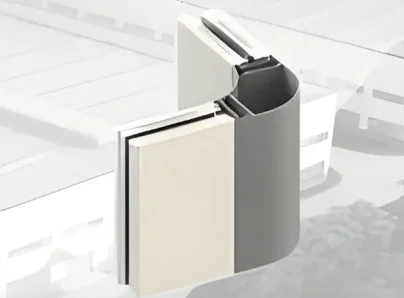
Legend: Gray = Panel Core | Orange = Hidden Support Channel | Green = Integrated Sealing Gasket
Material Selection: HPL, Steel, or Stainless?
This is the "meat" of the decision. All GMP Compliant Cleanroom Panels are not created equal. The material dictates durability, cleanability, and ultimately, your total cost of ownership over a 10-15 year lifespan.
Choosing the wrong surface is like building a race car with bicycle tires. It might look right initially, but it will fail under pressure. Let's compare the contenders head-to-head, with real numbers from Deiiang™ lab tests.
Comparative Analysis: The Big Three
Painted Steel (aka Powder-Coated Galvanized Steel): The budget-friendly entry. It's fine for lower-classification support areas (say, iso 8 or 7). The catch? The paint coating can chip or scratch, exposing the steel underneath to corrosion, especially in humid or aggressive cleaning environments. Lifecycle cost can be higher due to repairs and repainting.
High-Pressure Laminate (HPL - e.g., Trespa® TopLab): The workhorse of the pharma industry. It's not a coating; it's a solid, through-colored sheet fused to a core. Incredibly resistant to impacts, chemicals, and scratches. Jason.peng, Deiiang™’s design lead, swears by it: "For 95% of GMP applications, from oral solid dosage to aseptic filling suites, HPL offers the best balance of performance and cost. Its ROI over 10 years beats painted steel hands down."
Stainless Steel (304 or 316L): The "gold standard" for high-sterility areas (like Grade A/B fill lines) or potent compound facilities. It's monolithic, weldable, and supremely durable. However, it comes with a hefty price tag (often 2-3x the cost of HPL), can show fingerprints and water spots, and requires specific passivation to maintain its corrosion resistance.
The VHP Acid Test: Literally
Vaporized Hydrogen Peroxide (VHP) is a common bio-decontamination method. It's also highly oxidative and can wreak havoc on unsuitable materials. A true GMP Compliant Cleanroom Panel must prove VHP compatibility through accelerated aging tests.
💡 Example Test (Based on Real Data): A panel sample is exposed to 1000 ppm VHP at 30°C and 80% relative humidity for a cumulative 100 hours (simulating years of cycles). Post-exposure, the surface is checked for:
- Blisters, delamination, or discoloration.
- Change in gloss level (must remain > X GU for cleanability).
- Chemical residue or outgassing.
HPL and stainless steel typically pass with flying colors. Low-quality painted steel may show bubbling or chalkiness, an instant audit failure.
Material Selection: At-a-Glance Comparison
| Material | Abrasion/Scratch Resistance | VHP/Chemical Resistance | Relative Cost (Index 1.0 = Base) | Ideal Application Zone |
|---|---|---|---|---|
| Painted Steel | Fair - Coating can be compromised | Low-Moderate (Risk of coating failure) | 1.0 (Lowest upfront cost) | Warehousing, Corridors (ISO 8/7) |
| HPL (e.g., Deiiang™ Spec) | Excellent (Through-color, high density) | Excellent (Inert thermoset resin) | 1.5 - 2.0 | Most GMP areas: Dispensing, Compounding, Primary Packaging (iso 7-5) |
| Stainless Steel 316L | Excellent (but can show scratches) | Superior (Inert metal, weldable) | 2.5 - 4.0 (High material & labor cost) | Grade A/B Aseptic Cores, Potent Compound, API finishing |
Design to Build: Installation & QC Workflows
The most perfectly specified GMP Compliant Cleanroom Panels can be ruined by a sloppy installation. The shift from traditional construction to modular, prefabricated methods is a game-changer for quality and speed.
Imagine building a car on the side of the road vs. in a controlled factory. Modular panels are the factory approach, minimizing the variables that lead to contamination and non-compliance on your site.
Modular Installation: Less Dust, Less Risk, Less Time
Prefabrication means panels are cut to size, labeled, and often pre-fitted with necessary seals in a controlled factory environment. On-site, it's like assembling a giant, precision Lego set. Benefits are quantifiable:
- Reduced Particulate Generation: No on-site cutting of core materials = up to 70% less construction dust.
- Faster Installation: Projects can be completed 30-50% faster than traditional stick-build methods. Time is money, and less site time reduces contamination exposure.
- Predictable Quality: Factory QC is easier to control than multiple site crews.
The On-Site QC Checklist (Your Inspector's Mindset)
During installation, you or your project manager should be checking these critical hold points. Don't just watch—inspect!
Modular Panel Installation & QC Flow
Critical Checks at Stage 3-5:
- Gap & Alignment: Panel-to-panel gaps must be consistent and < 3mm before sealing.
- Seal Continuity: All silicone or gasket seals must be continuous, with no bubbles or skips.
- Penetration Sealing: Every light fixture, socket, and pipe pass-through must be sealed from the cleanroom side AND the interstitial (plenum) side.
- Surface Integrity: After protective film removal, inspect for any shipping or installation damage.
Validation & Testing: Proving Compliance
This is where your investment in proper GMP Compliant Cleanroom Panels pays off in cold, hard data. Validation isn't a scary word—it's simply the process of providing documented evidence that your cleanroom does what you say it does. And the panels are the envelope that contains it all.
A well-designed panel system from a partner like Deiiang™ makes validation smoother because it's built to be verifiable. You're not trying to prove a negative ("there are no leaks"); you're demonstrating the performance of a positive, engineered system.
The DQ/IQ/OQ/PQ Dance (Simplified)
Your panels are involved in each stage of this validation quadrille: DQ (Design Qualification): Did we specify the right panels? (This guide helps!). IQ (Installation Qualification): Were they installed correctly? (Our QC checklist!). OQ (Operational Qualification): Do they perform as a system? (That's next). PQ (Performance Qualification): Does the whole room work with process? (Beyond panels).
Key Testing Methods: Seeing the Invisible
1. Smoke Visualization Test
Purpose: To visually confirm unidirectional (laminar) airflow and identify any dead zones or turbulence caused by poor geometry or leaks.
How: A smoke generator releases a gentle stream of non-toxic smoke near panels, ceilings, and returns. The smoke should follow smooth, predictable paths. Any eddies or smoke getting "sucked into" a joint is a red flag.
💡 Pro Tip: Do this before pressure decay testing. It finds the location of leaks, not just their existence.
2. Pressure Decay / Leak Test
Purpose: To quantify the air-tightness of the room envelope (your panels, seals, and penetrations).
How (Blower Door): A fan is mounted in a doorway, depressurizing the room to a standard level (e.g., -50 Pa). The fan's effort to maintain that pressure is measured. More effort = more leaks.
Example Standard: iso 14644-3 suggests a maximum leakage rate. A Grade B room might target < 0.25 vol/hr leakage at 50 Pa. High-quality GMP Compliant Cleanroom Panels help you smash this target.
3. Cleaning Verification (Riboflavin Test)
Purpose: To prove your cleaning procedure actually covers 100% of the surface area—including those coves and flush joints.
How: Riboflavin (Vitamin B2) solution is sprayed on surfaces. It fluoresces under UV light. After the cleaning crew does their routine, a UV light is used. Any remaining glow indicates an uncleaned area—often a poorly designed corner or joint.
This test validates that your GMP Compliant Cleanroom Panels are, in fact, cleanable as designed.
Troubleshooting & Maintenance
Even the best GMP Compliant Cleanroom Panels need a little TLC. Knowing common failure points lets you be proactive, avoiding surprises during routine monitoring or, worse, an audit. Think of it as preventive maintenance for your compliance.
Regular visual inspections are your first line of defense. A quick walk-through with a checklist can identify minor issues before they become major deviations. The lifespan of your GMP Compliant Cleanroom Panels is extended by smart, timely maintenance.
Common Failure Points & The "Thermal Leak Map"
Leaks and damage aren't random. They follow patterns related to stress, movement, and design. Here are the usual suspects:
High-Risk Leak Locations (Conceptual Map)
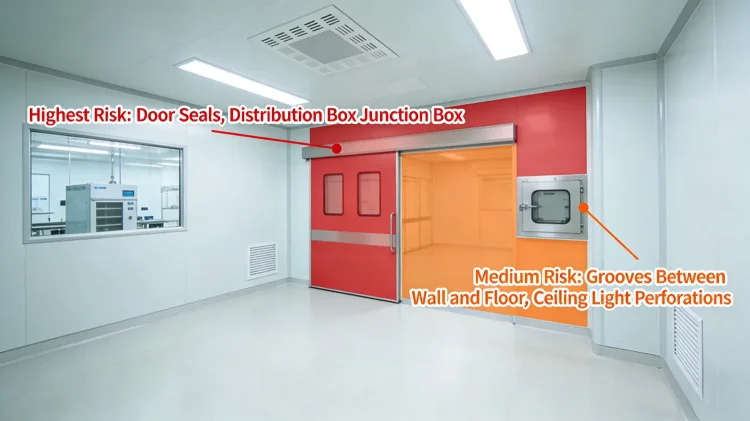
Red Zones (Highest Risk): Door seals, service panel junctions.
Orange Zones (Medium Risk): Wall-to-floor coves, ceiling light penetrations.
Quick-Fix Guide for Facility Managers
| Problem | Likely Cause | GMP-Compliant Solution |
|---|---|---|
| Silicone sealant cracking or peeling | Thermal cycling, aging, incompatible cleaner | 1. Remove all old sealant. 2. Clean with IPA. 3. Re-seal with a platinum-cure, cleanroom-grade silicone (ask Deiiang™ for recommendations). Allow full cure before room use. |
| Dent or gouge in panel surface | Impact from equipment (e.g., forklift, pallet jack) | For HPL: If the laminate is pierced, the panel section must be replaced. For superficial scratches, a certified cleanroom epoxy filler can be used, then smoothed and polished. Document the repair in your log! |
| Condensation or moisture in interpanel joint | Break in vapor barrier, or seal failure causing interstitial condensation | This is serious. Requires investigation of the room's pressure cascade and HVAC. The affected panels may need to be opened to dry and re-seal the vapor barrier. Contact your panel supplier (like Deiiang™). |
Buyer’s Guide: The Acceptance Checklist
You're ready to buy. Don't get dazzled by shiny samples alone. Use this checklist to separate marketing fluff from genuinely compliant systems. The goal is to procure panels that are an asset, not a liability.
Remember, the cheapest upfront option for GMP Compliant Cleanroom Panels often becomes the most expensive when you factor in validation delays, maintenance, and potential non-conformities.
10-Point Pre-Purchase Due Diligence List
- DQ Documentation: Does the supplier provide detailed Design Qualification support for their system?
- Test Reports: Can they show independent, 3rd party lab reports for chemical resistance (including your specific disinfectants and VHP)?
- Material Traceability: Do they provide Certificates of Conformance (CoC) for core and face materials (e.g., HPL brand & grade)?
- Joint Design: Is it a true flush system, or does it have exposed grooves/ledges?
- Radius Compliance: Do their standard coving solutions meet ≥50mm radius (or your specified standard)
- Installation Team: Are installers factory-trained and experienced in GMP projects?
- Warranty & Support: What's covered? Material defects? Labor? Does it cover performance (leakage)?
- Change Part Availability: Can you get matching panels or seals in 5-10 years for expansions/repairs?
- Reference Projects: Can they provide anonymized case studies for similar pharma/biotech facilities?
- Total Cost of Ownership: Have you projected maintenance and re-validation costs over 10 years?
Case Study: From Design to FDA Approval
Situation: A mid-sized biotech company was upgrading its fill-finish suite to handle a new lyophilized (freeze-dried) product. The existing painted steel walls showed signs of deterioration after repeated VHP cycles. Their pre-approval inspection (PAI) was scheduled in 9 months, and they feared observations related to facility control.
Solution: After a risk assessment with Deiiang™ specialists, they opted for a full retrofit using a flush-joint HPL panel system with integrated 75mm radius coving. The key was the material's proven VHP resistance and the design's cleanability.
Execution: Using modular prefabrication, the retrofit was completed during a planned 4-week shutdown. The Deiiang™ team worked alongside the validation team to integrate IQ documentation.
The Data Doesn't Lie: Results
- Leakage Rate (OQ): Improved by 60% compared to the old room, easily passing the target of <0.2 vol/hr.
- Cleaning Time (PQ): Reduced by ~25% due to fewer hard-to-clean areas, verified by riboflavin tests.
- Audit Outcome: The FDA inspector specifically commended the "state of the facility" and "attention to surface finishes." Zero 483 observations related to the cleanroom envelope.
- ROI: Projected maintenance cost over 5 years dropped by an estimated 40%, justifying the initial investment.

Example of a modern, compliant cleanroom interior with flush panels.
"The panel system was the unsung hero of our audit. It was one less thing to worry about. When the inspector asked about our surface disinfection validation, we could point directly to the manufacturer's test reports and our own OQ data. It was a closed loop."
- Anonymous Facility Director, Biotech Company
Conclusion: Build Your Foundation Right
Choosing GMP Compliant Cleanroom Panels is a critical decision that impacts your product quality, regulatory standing, and operational efficiency for over a decade. It's not just a wall—it's a validated, integral part of your quality system.
By focusing on flush design, proven materials like HPL, rigorous validation, and partnering with experienced suppliers like Deiiang™, you transform a construction item into a cornerstone of compliance and confidence.
Appendix: References & Further Reading
- FDA Guidance for Industry: Sterile Drug Products Produced by Aseptic Processing
- EU GMP Annex 1: Manufacture of Sterile Medicinal Products (2022)
- iso 14644-1:2015 Classification of air cleanliness
- ISO 14644-4:2022 Design, construction and start-up
- ISPE Baseline Guides (e.g., Volume 4: Water and Steam Systems, but relevant design principles)
- ASHRAE Handbook - HVAC Applications (Cleanrooms)
Article prepared with insights from Deiiang™ cleanroom engineering team. Lead Product Designer: Jason.peng | For educational purposes. Always consult with qualified engineers and regulators for your specific project.
Get Your Free GMP Validation Resource Pack
Enter your email to download the complete kit: Procurement Checklist, Validation Test Summary Template, and a VHP Compatibility Whitepaper.
We respect your privacy. No spam, unsubscribe anytime.


