 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENU

Beyond Standard Containment
In pharmaceutical manufacturing, a cleanroom is not just a building; it is a critical process instrument. The difference between a functional facility and a high-performance asset often lies in the pharmaceutical modular cleanroom layout and the integration of advanced materials, particularly Cleanroom Wall Panels.
At Deiiang, we move beyond generic designs. This guide leverages our 15 years of R&D experience to explain how modular layouts—combined with our proprietary panel technologies—solve specific GMP compliance challenges like cross-contamination and humidity control better than traditional construction.
What Defines a Deiiang Modular Cleanroom?
A Deiiang modular cleanroom utilizes a pre-engineered system of interlocking Cleanroom Wall Panels, ceiling grids, and integrated utilities. Unlike drywall construction, which generates dust and is hard to validate, our modular approach allows for "clean build" protocols, ensuring ISO compliance from day one.
Why Top Pharma Brands Switch to Modular?
The shift is driven by speed and validation certainty. Traditional builds are unpredictable. Deiiang's modular approach offers a fixed timeline (30-50% faster) and, crucially, pre-validated materials. Using our certified Cleanroom Wall Panels simplifies the IQ/OQ (Installation/Operational Qualification) phase significantly.
Deiiang's Engineering Advantage in Pharmaceutical Applications
When implementing a pharmaceutical modular cleanroom layout, the quality of the envelope is paramount. Our system specifically addresses the "airtightness vs. flexibility" paradox often found in the industry.
Rapid Deployment with Prefabricated Cleanroom Wall Panels
We manufacture your facility's walls while your site foundation is being poured. Our Cleanroom Wall Panels arrive pre-cut for utility penetrations, meaning no on-site cutting, no metal shavings, and immediate installation. A 500m² facility can often be erected in just 2-3 weeks once materials arrive.
Total Cost of Ownership (TCO) Analysis
While initial material costs for modular may appear higher, the TCO is lower. Deiiang's analysis of a recent project shows a $400k savings over 5 years due to reduced energy leakage (thanks to our panel joint technology) and zero renovation downtime costs during layout changes.
Agility in Production
Pharma pipelines change. A fixed wall requires demolition to move. Deiiang modular walls can be disassembled and relocated. We recently helped a client convert a packaging line (iso 8) into a sterile filling suite (iso 5) by reconfiguring existing panels and adding new filter units—accomplished in a single weekend.
Modular vs. Traditional: The Real Numbers
| Parameter | Deiiang Modular System | Traditional Drywall/Epoxy |
|---|---|---|
| Installation Speed | 20-40m² per day/team | 5-10m² per day (including drying) |
| Cleanliness During Build | Zero dust generation | High dust risk (sanding required) |
| Validation Documentation | Provided with shipment | Generated on-site (slow) |
| Material Reuse | 90-95% Reusable | 0% (Demolition waste) |
Critical Design Factors: GMP & Cleanroom Wall Panels
A successful pharmaceutical modular cleanroom layout isn't just about floor space; it's about the integration of the envelope (walls/ceiling) with the process. Here is how we approach the design.
2.1 Choosing the Right Panel Core
The choice of Cleanroom Wall Panels dictates your facility's fire safety and insulation. In pharmaceutical layouts, we typically recommend:
- Rock Wool Core: Essential for areas requiring high fire ratings (Class A) and sound dampening.
- Aluminum Honeycomb: Best for high-rigidity needs and electronic-grade cleanliness.
- Magnesium Oxysulfide (MGO): Deiiang's specialty for high-humidity areas, offering superior moisture resistance compared to standard rock wool.
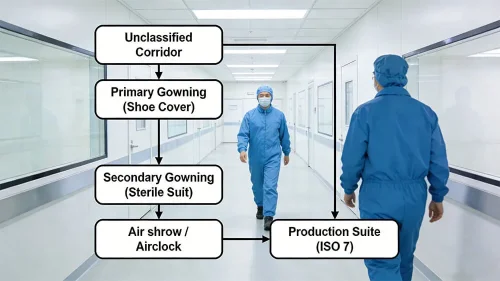
2.2 Personnel Flow & Gowning Logic
GMP violations often occur at the "human" interface. Our layouts prioritize a forced, unidirectional flow. Deiiang designs utilize interlocking doors integrated directly into the Cleanroom Wall Panels, ensuring that Grade B cannot be accessed without passing through the Grade C/D airlocks sequentially.
Flow Diagram Logic
2.3 HVAC & Pressure Cascades
Walls must do more than stand up; they must hold pressure. A leak-proof pharmaceutical modular cleanroom layout relies on the joint integrity of the wall system. Deiiang panels use a proprietary double-seal system to maintain the critical 10-15 Pa pressure differential between zones, reducing the load on your AHU system.
Deiiang Project Spotlight: Guangxi Biopharma Facility
Rather than discussing theoretical layouts, let's look at a recent Deiiang execution. This project involved a 2,500m² GMP facility in Guangxi, a region known for high humidity, producing sterile liquid vaccines.
Project Challenges
- Extreme Humidity: The local climate averages 85% RH. Standard rock wool panels were at risk of moisture absorption and structural sagging over time.
- Strict Fire Code: The facility processed volatile solvents, requiring a strict 120-minute fire rating (Class A1) for all partition walls.
- Heavy Ceiling Load: The layout required a dense ffu coverage for ISO 5 zones, demanding ceiling panels capable of supporting 150kg/m² live loads.
Deiiang's Technical Solution
Our engineering team customized the pharmaceutical modular cleanroom layout using specific material upgrades:
- Wall Solution: We deployed Magnesium Oxysulfide Cleanroom Wall Panels. Unlike standard rock wool, these panels are impervious to moisture while maintaining the A1 fire rating. We used 0.476mm thick steel skins with an anti-static coating to prevent particle adhesion.
- Structural Integrity: For the ceiling, we utilized our reinforced Handmade MGO panels with embedded steel keen frames. This allowed direct suspension of heavy fan filter units without secondary steel grid support, saving 15cm of plenum height.
- Flush Design: All doors and windows were installed using Deiiang's flush-mount technology, eliminating horizontal ledges where mold could grow in the humid environment.
On-Site Installation Photos




Deiiang's 5-Step Project Execution
From initial CAD drawings to the final air particle count, our process is designed to minimize risk.
Implementation Workflow
Consultation & Layout Optimization
We review your URS (User Requirement Spec). We often suggest layout tweaks to reduce duct runs and optimize panel usage.
Precision Fabrication
Cleanroom Wall Panels are manufactured to 0.5mm tolerances. Door frames are pre-installed in the factory, not on site.
Rapid "Clean Build" Installation
Using our aluminum profile system, walls go up dust-free. Critical for projects within existing operating facilities.
Sealing & Commissioning
Application of pharmaceutical-grade silicone and pressure testing to ensure leakage rates meet iso 14644 standards.
Validation Support
Deiiang provides full material certificates and DQ/IQ support documents to speed up your GMP audit.
Conclusion
A pharmaceutical modular cleanroom layout is a strategic asset. By choosing Deiiang's advanced Cleanroom Wall Panels and engineering expertise, you aren't just building a room; you are insuring your production against contamination risks, humidity failures, and future layout rigidities.
Start Your GMP Project with Deiiang
Whether you need a single 50m² suite or a 5,000m² factory, our team is ready.
Technical Review: Jason Peng
Frequently Asked Questions
Which Cleanroom Wall Panels are best for high humidity?
For regions like Southeast Asia or Southern China, we strongly recommend Deiiang's Magnesium Oxysulfide (MGO) panels. They offer the fire resistance of rock wool but without the moisture absorption risks, preventing panel swelling and mold.
Does Deiiang provide validation documents?
Yes. We provide a complete turnover package including mill certificates for steel, fire rating test reports (CNAS/Intertek), and detailed drawings to support your IQ/OQ validation process.
Can you integrate pass-boxes into the walls?
Absolutely. Our panels are customizable. We can factory-install dynamic pass-boxes, visual windows, and return air risers directly into the panel modules to ensure a flush, seamless finish.


