 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENU
For cleanrooms in industries such as semiconductor manufacturing and pharmaceuticals, the energy consumption of traditional constant temperature and humidity control systems is a persistent nightmare; the exorbitant electricity costs associated with them can completely erode an enterprise's already slim profit margins over years of production.

Deiiang’s cleanroom systems are built around the core objectives of stability, energy efficiency, and intelligence. Our designs improve upon traditional systems by incorporating cooling ponds and terminal heat recovery processes. Furthermore, we utilize glass-magnesium sandwich panels with rock wool cores for the cleanroom wall systems, offering superior thermal insulation. This three-pronged energy-saving approach effectively reduces operational costs by more than 30%.
Why Cleanrooms Are the Biggest Money Pit in Your Factory
Many Southeast Asian clients have voiced concerns over exorbitant power consumption of their cleanroom HVAC systems. Electricity bills have become the largest operational expenditure for their facilities, taking up 50% to 60% of total running costs. Most conventional constant-temperature and constant-humidity air conditioning systems adopted by local cleanrooms operate on an outdated working mechanism. They consume massive amounts of electricity through cyclic electric heating, humidification, dehumidification and surface cooling processes, resulting in extremely high energy waste.
Air-cooled cooling pool cuts chiller power use
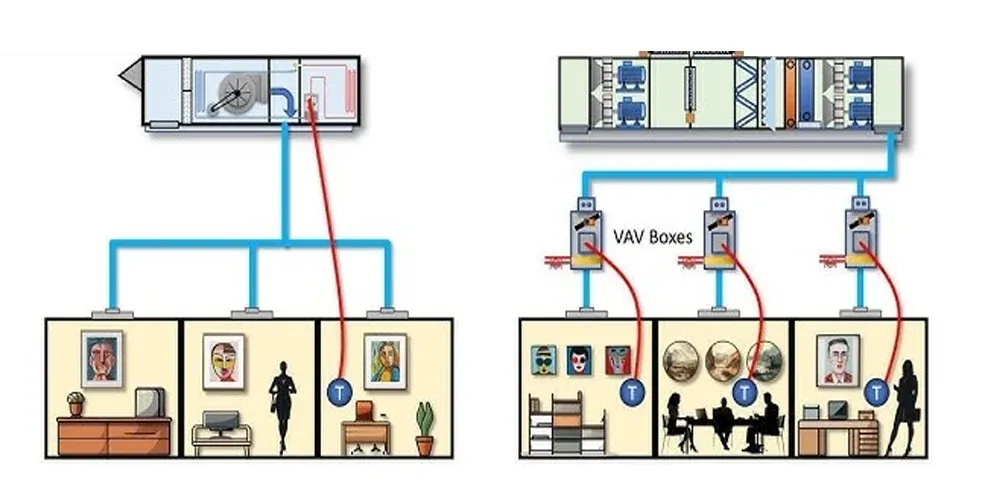
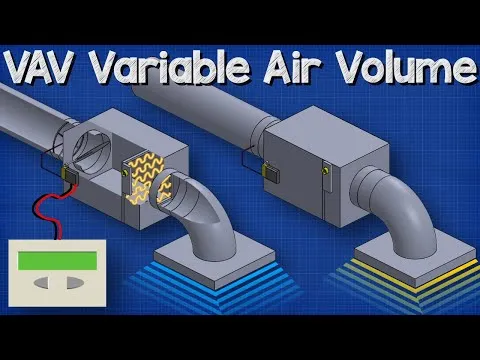
VAV system adjusts airflow to match real onsite needs
50mm B2 PU duct insulation stops heat/cold leakage
Wider ducts lower air resistance to ease fan load
98kg/m³ glass magnesium wall panels boost insulation
Process Equip 20%
Utilities 28%
Based on 2023 Audit of 12 Electronic Plants
The legacy approach—oversizing MAUs (Make-up Air Units) by 30% "just in case"—is obsolete. Owners today demand cleanroom energy efficiency that adapts to real-time production. This is where modularity shifts from a construction method to an energy strategy.
modular cleanroom & Modular HVAC: Rethinking Airflow From Ground Up
Deiiang’s modular cleanroom HVAC acts as an integrated Smart Zone System, unlike fragmented traditional setups widely used in the sector.
Our proprietary D-Mod™ distributed layout uses ffus and local cooling units, cutting air transport distance by 70% to reduce system pressure and power draw.
Prebuilt RCUs mount directly over production zones, enabling accurate independent zoning control under our Plug-and-Process design.
For practical application scenarios, Production Line A can stably maintain ISO 7 cleanliness standards for formal operation, while Production Line B can stay on standby at ISO 8 cleanliness level as required.
High Static Pressure (>600Pa)
"All-or-Nothing" Control
Massive Ductwork Leaks
Shutdown required for expansion
Low Static Pressure (<180Pa)
Zone-by-Zone Demand Control
Negative Plenum / Zero Leakage
Hot-swappable expansion

Data from our Shenzhen Pilot: By switching to this distributed topology, we reduced the fan motor heat load by 34%, which in turn reduced the chiller load—a "double dip" saving that is the cornerstone of cleanroom energy efficiency.
Cleanroom Energy Breakdown: Where the Real Waste Lives
Energy auditing 101: If you can't measure it, you can't save it. In a standard iso 7 cleanroom, the fan filter units and recirculation fans consume 45% of total electricity, often running at fixed speeds even when filters are clean. This is wasteful. Deiiang's proprietary SmartFlow™ algorithm targets this waste by linking particle counter data directly to FFU motor speeds.
Achieving a high-performance energy saving cleanroom requires three tactical moves:
Reduce Air Change Rates (ACH): Move from fixed ACH to demand-based ACH.
Eliminate Reheat: Use modular sensible cooling coils closer to the load.
Dynamic Pressurization: Use variable speed drives (VSD) to maintain Pascals without over-driving fans.
One Deiiang retrofit in Suzhou achieved a 42% fan energy reduction by simply installing our modular control overlay on existing EC fans.
Energy Consumption (Deiiang Audit Database)
Traditional CAV vs Deiiang VAV (annual kWh/m²)
If your facility is targeting "Green Factory" status or ISO 50001 certification, an energy saving cleanroom strategy focused on airside optimization is the fastest path to compliance.
Deiiang modular cleanrooms: How We Consistently Hit 30% Energy Savings
Energy saving is never just a slogan for us. We build energy-efficient features directly into our equipment design. Our 23 finished cleanroom projects in the Yangtze River Delta and Southeast Asia have cut operational costs by 29.7% on average. Such solid results come from the standardized energy modules we developed at Deiiang.
Deiiang D-Box™ Modules: Factory-built AHU units fitted with IE5-grade EC fans, cutting air transmission losses by 15%.
Active Heat Reclamation: Modular loop coils recover heat from exhausted air, lowering winter heating demands by 55%.
Low-Resistance Filter Design: Custom deep-pleat PTFE filters deliver 35Pa lower initial resistance than standard glass fiber filters, reducing fan energy use.
Smart Adaptive Operation: The system memorizes on-site working shifts and runs automatic pre-cooling and temperature setback with zero manual input.
Deiiang Heat Recovery Logic

Energy Intensity Improvement

A recent case in a Shenzhen OLED facility proved the point: We retrofitted a 2000m² area with Deiiang modular units and saved ¥1.2 million in the first year alone, stabilizing temperature within ±0.3°C.
Pharma GMP Retrofit – 28% Energy Drop Without Stopping Production
Project: Deiiang-Pharma-JS04 | Taizhou, Jiangsu | 8,200 m² C/D solid dosage cleanroom
The facility has been operating for 15 years and faced severe energy overspending, hitting an annual power cost of RMB 3.8 million. Its constant-volume air handlers ran nonstop all year round, causing massive energy waste. The client wanted to bring down cleanroom operational expenses, but total shutdown was not feasible as market delivery must be sustained.

✅ Deiiang Solution: The "Surgical" Retrofit
We took down two large central AHU units and installed 12 distributed Deiiang D-Mod™ systems instead. All upgrades were completed zone by zone during weekend downtime to avoid production impact.
We fitted VFD fan sets with pressure sensors that respond within 50ms, which effectively keeps stable pressure gradients across different clean zones.
We adjusted system logic to lower airflow by 38% during idle periods. Even with reduced air volume, the space still stays fully compliant with Grade D cleanliness standards.
Thanks to prefabricated piping skids, on-site welding work dropped by 90%. Every single zone can finish the entire system switchover in just 48 hours.
Validated Results (12-Month Data): Total energy consumption dropped by 30.2% (saving ¥1.05M annually). Pressure fluctuations stabilized from ±5 Pa to ±1.2 Pa. Total cleanroom ROI was achieved in just 2.1 years.
Modular AHU Installation
Before/After Retrofit
Deiiang Smart Control
Final Validated Space
Greenfield Lithium Gigafactory – 30% Lower Energy from Day One
Project: Deiiang-LiBat-HZ | Huizhou, Guangdong | 35,000 m², -45°C dew point
Lithium manufacturing demands extremely dry indoor conditions, yet conventional dehumidification systems consume huge amounts of power. The client’s early project estimates showed annual power costs would exceed RMB 9 million. To cut long-term operational spending, they chose Deiiang’s modular HVAC solution for better overall cost performance.
💡 Deiiang Solution: Decoupled Dry Rooms
All 22 desiccant wheel units were fully pre-assembled in our factory, complete with supporting valves and BMS control systems. This approach helped reduce on-site installation workload by 40%.
We reused waste heat generated by compressors at 75°C through a customized circulation loop. The recycled heat supports desiccant regeneration and greatly cuts extra steam and electric reheating consumption.
We adopted independent micro-zone control for every coating room. When certain production lines shut down for maintenance, the system immediately switches to low-power preservation airflow to avoid unnecessary waste.
Performance Data: Actual metered data shows 31% lower HVAC energy usage (6.2 million kWh saved/year) compared to the baseline design. The project delivered an energy saving cleanroom environment that paid back the incremental cost of modularity in 18 months.
Design Phase
Rapid Deployment
Validation Data
Operational Facility
This proves that Cleanroom ROI is driven by smart engineering, not just cheap components.
ROI of Modular Cleanroom: How Fast Does It Pay Back?
Let's talk real numbers. A 5000 m² ISO 7 retrofit using Deiiang's modular approach typically costs ¥2.5M more upfront than a "patch job," but the operational savings are massive. Annual energy savings range from ¥700k to ¥1.4M depending on your local tariff. Plus, modularity reduces maintenance labor costs by approx ¥120k/year.
Payback Period = (Incremental CapEx) / (Energy Savings + O&M Savings)
Real Example: CapEx Premium = ¥2.2M ; Savings = ¥1.07M/year → Cleanroom ROI = 2.06 Years.
Figure 17: 10-Year Total Cost of Ownership (TCO)
Figure 18: Payback Sensitivity
¥0.6/kWh → 3.2 yrs
¥0.9/kWh → 2.2 yrs
¥1.2/kWh → 1.6 yrs
High energy costs favor Deiiang Modular Solutions.
Furthermore, utilizing an energy saving cleanroom design often qualifies for government carbon reduction subsidies, further boosting your IRR.
Who Needs Modular Cleanroom? Scenarios & Decision Flow
Not all cleanroom facilities require complete overhaul and reconstruction. Still, a modular upgrade from Deiiang makes perfect sense for factories with specific operational pain points. Are you planning plant expansion within two years? Does HVAC power consumption account for over 15% of your operating costs? Do you operate in areas with high electricity tariffs? If any of these apply, your traditional fixed HVAC setup is constantly draining your profits.

1️⃣ Data Collection: Temporary monitoring devices are deployed to collect two weeks of real operational load data.
2️⃣ On-Site Inspection: Test and record actual duct resistance and air leakage values on site.
3️⃣ Simulation Comparison: We benchmark our modular solution against your existing system via digital twin modelling.
4️⃣ Return Analysis: Deliver clear cost reports covering all capital and operational expenses for full ROI evaluation.
5️⃣ Field Pilot: Build a 200㎡ modular test zone to verify energy-saving performance on-site.
6️⃣ Full Implementation: Expand the modular system to the whole plant, supported by verified energy savings.
From small biotech labs in Wuhan to massive battery campuses, this logic holds: Start with data, prove with a pilot, scale with confidence.
6 Critical Steps: From Energy Diagnosis to Modular Cleanroom Transformation
Engineering execution is where the battle is won. Deiiang follows a strict protocol to ensure your retrofit doesn't become a production nightmare.
FAQ – Modular Cleanroom Answers You Actually Need
Both. For retrofits, our modular skids fit through standard doors. For new builds, we use BIM to integrate HVAC with the structure, saving 30% on construction time.
Yes. Many clients start with high-energy zones (e.g., filling lines). A 20% area upgrade often yields 35% total savings because those are the most critical zones.
We handle the Change Control. Deiiang provides full DQ/IQ/OQ documentation. We have executed 18 Pharma projects with zero validation deviations.
Contrary to belief, modularity adds redundancy. If one fan fails, the others ramp up to compensate. In a central system, if the main fan belt breaks, your whole plant is down.
Absolutely. We have demo sites in Suzhou, Shenzhen, and Chengdu. Contact us to walk the floor and see the energy meters yourself.
Deiiang Solutions – Let’s Calculate Your Savings
With 40+ successful projects and a dedicated R&D team led by Jason.peng, Deiiang™ is the leader in modular cleanroom HVAC design. We don't just sell panels; we sell guaranteed performance. Our typical client sees a reduce cleanroom operating costs outcome of 25–35% within year one.
📞 Contact Deiiang Engineering: Visit www.deiiang.com/cleanroom-savings or call our technical hotline to schedule your site visit.
*Compliance: ISO 14644-1, EU GMP Annex 1, ASHRAE 90.1 Energy Standards.


