 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENU
A cleanroom is a room in which the concentration of airborne particles is controlled. Its construction and use shall minimize the introduction, generation, and retention of particles inside the room. Other relevant parameters such as temperature, humidity, and pressure are controlled as required. The current standard GB50073-2013 Code for Design of Clean Workshop provides the framework for clean room environment management. Effective monitoring of the clean room environment is crucial and ensures that all defined parameters are continuously monitored and are kept under control in order to protect products and people.
An important consideration when designing a strategy for monitoring the clean room environment is an understanding of how dust behaves in a variety of situations. This diagram shows the relative size of dust particles and examples of how contamination can arise from normal activities and be controlled by good clean room environment management.
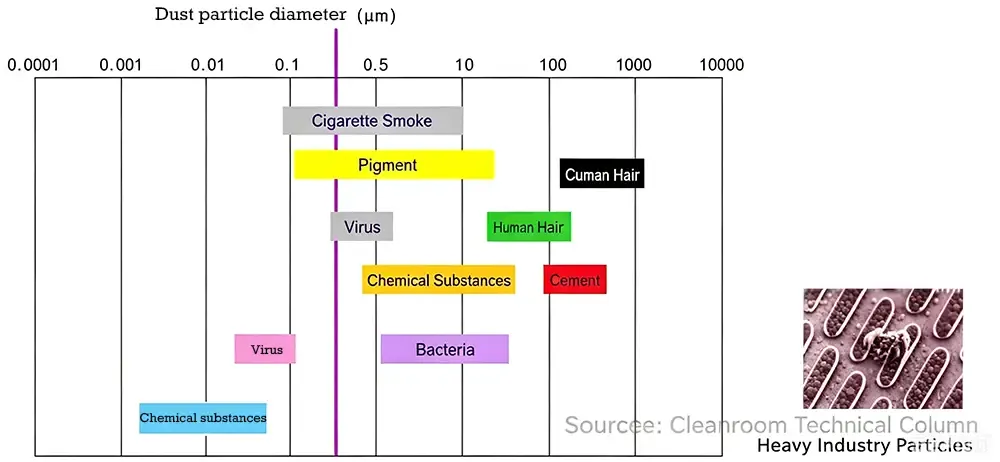
Diagram of dust particle diameters — from sub-micron to visible range.
How is dust generated?
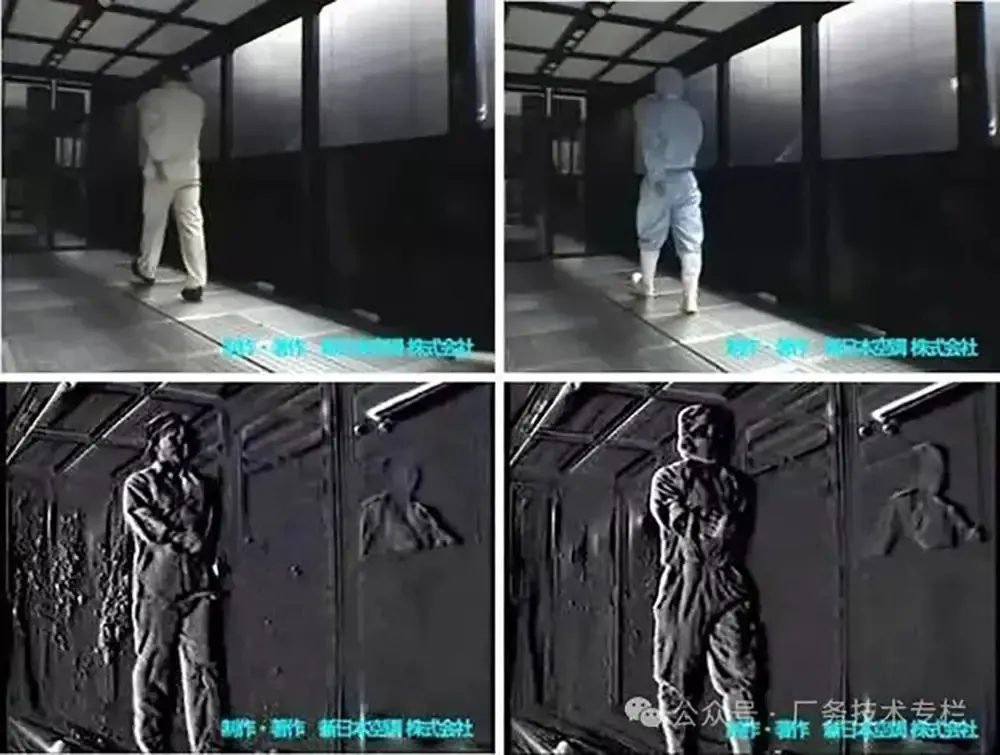
Dust generation in a controlled environment can originate from personnel, equipment, and materials. Even in a seemingly quiet general office, particles are constantly shed. When fluorescent lights are turned off and a high-intensity light source is used, airborne dust becomes dramatically visible — a reminder that clean room environment monitoring must account for both visible and invisible particles. The Deiiang™ team, under the guidance of product designer Jason.peng, has documented extensive comparisons of particle generation scenarios to support better clean room environment management.
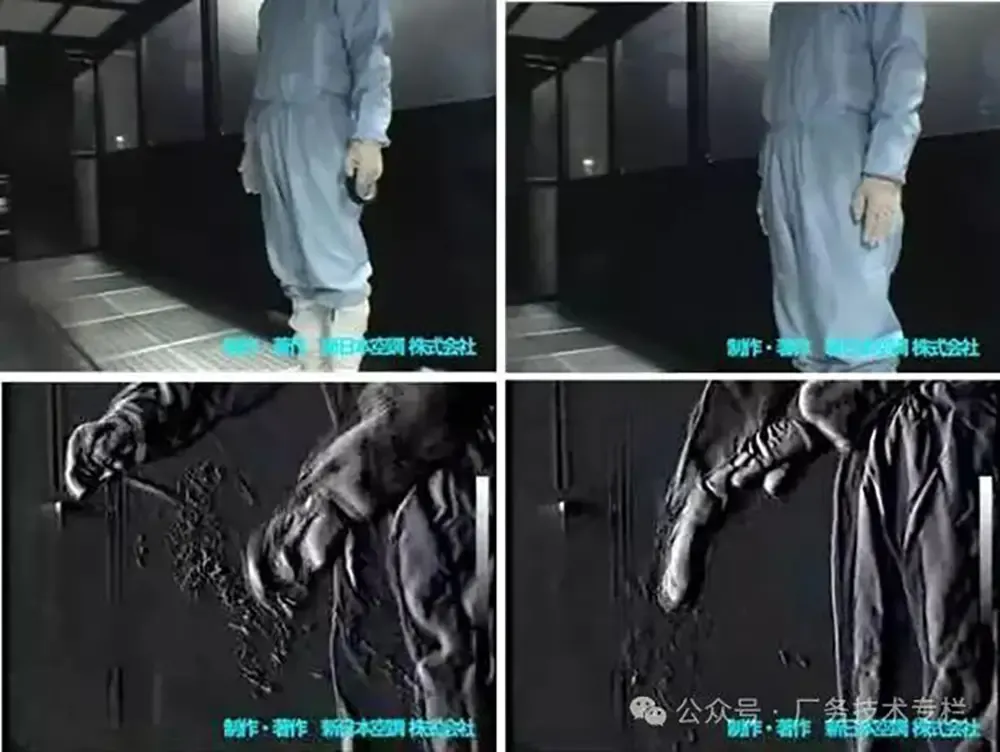
Walking dust generation comparison
On the left, a person wearing ordinary work clothes generates a significant cloud of particles while walking. On the right, the same motion while wearing cleanroom garments produces dramatically fewer particles — a reduction of approximately 95% for particles ≥1μm. This quantifiable difference underpins the strict gowning protocols in any effective clean room environment management program.
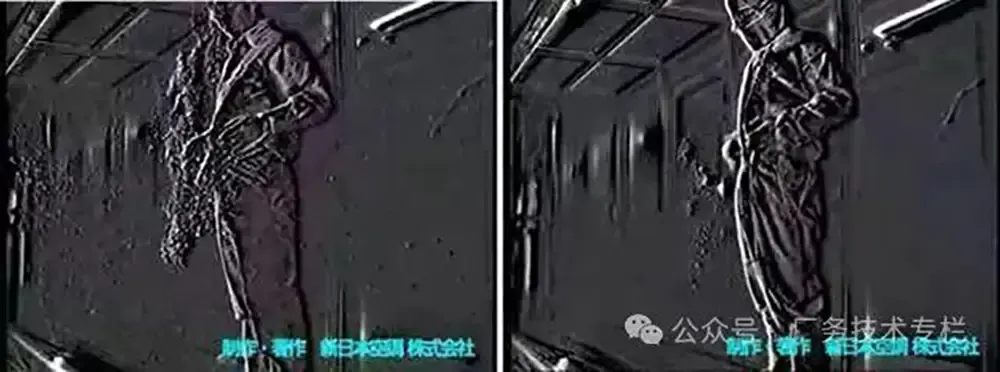
Patting work clothes — particle burst
Patting ordinary work clothes releases a dense burst of particles (left), whereas patting cleanroom garments releases a negligible amount (right). A single pat on standard fabric can release over 10,000 particles per cubic foot, highlighting why clean room environment monitoring must include real-time particle counting near operators.
Floating particles — ParticleEyeDCF measurement
The ParticleEyeDCF device is used to statistically count the number of airborne floating particles. This real-time data feeds directly into the clean room environment monitoring system, allowing operators to detect excursions before they impact production. Consistent clean room environment management requires understanding which materials contribute most to airborne counts.
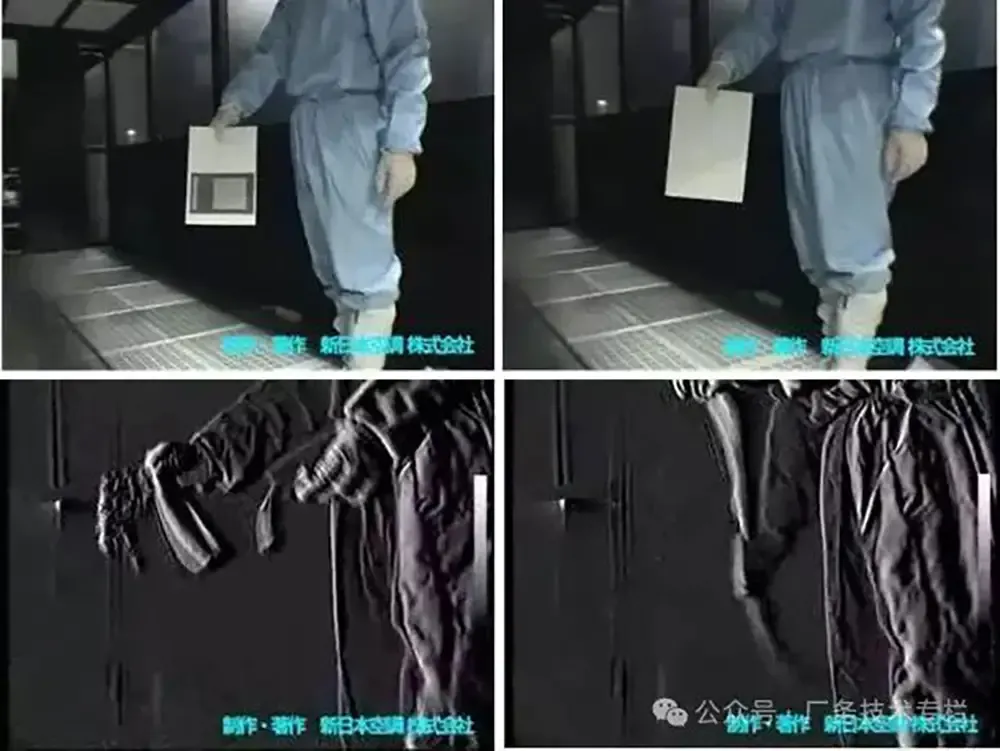
Paper dust generation
Left: ordinary paper. Right: low-particle cleanroom paper. Standard paper can shed over 500 particles ≥0.5μm per sheet when torn or crumpled, while cleanroom paper reduces this by over 90%.

Tape and gloves — particle release
Left: paper-core adhesive tape generates particles upon unwinding. Right: PVC gloves shed particles during donning and use. Selecting appropriate materials is a cornerstone of clean room environment management.
Power tools and vacuum exhaust
Left: an electric drill generates a concentrated stream of particles. Right: a vacuum pump exhaust can leak particles if not properly filtered. Even cleaning equipment must be validated under clean room environment monitoring protocols.
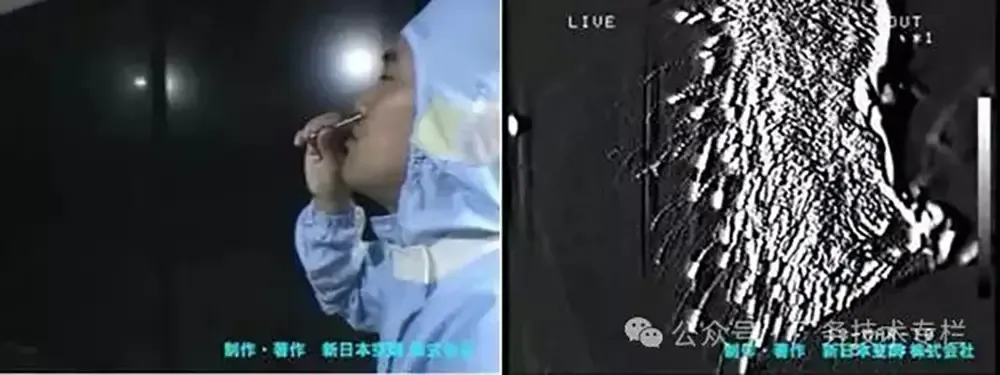
Human-generated particle examples
Personnel are often the largest source of contamination in a cleanroom. A single sneeze can expel thousands of droplets instantaneously, and sweat evaporation from an arm releases salt-laden particles into the air. Cigarette smoke provides a visible analog — the smoke particles are sub-micron and remain suspended for hours. During physical exercise, a person can generate up to 10 times more particles than at rest, with counts exceeding 1,000,000 particles ≥0.3μm per minute. These data points underscore why clean room environment management must include strict personnel behavior protocols and continuous clean room environment monitoring.
Sneezing droplet leakage
Instantaneous droplet emission from the mouth during a sneeze — a critical event that clean room environment monitoring must be able to detect and recover from quickly.
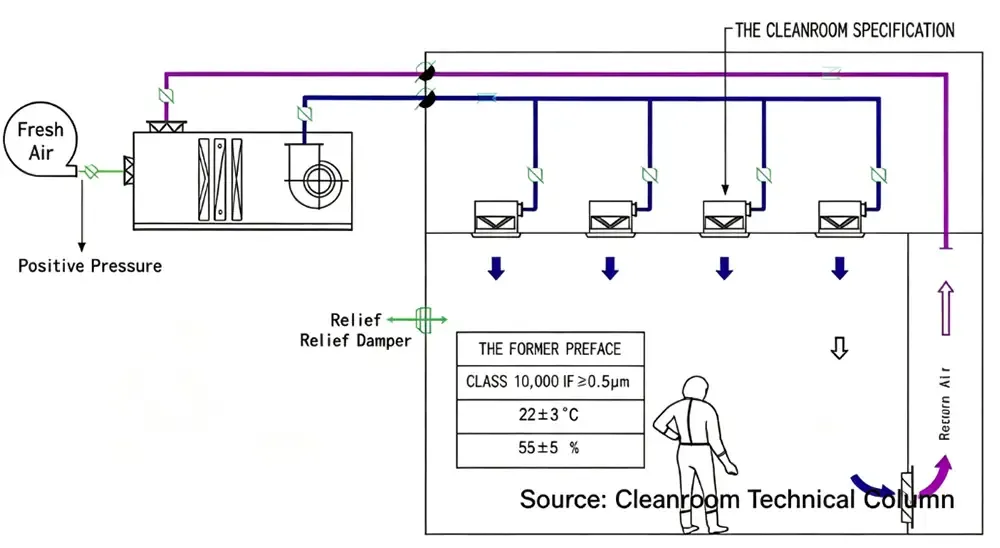
How is dust removed? Cleanroom air purification
Cleanroom air purification relies on a multi-stage filtration system. HEPA (High-Efficiency Particulate Air) filters are the backbone, capturing ≥99.97% of particles at 0.3μm. Regular clean room environment monitoring of filter integrity, airflow velocity, and pressure differentials ensures the system continues to perform as designed. The Deiiang™ approach, refined by Jason.peng, emphasizes proactive clean room environment management through scheduled inspections rather than reactive maintenance.
Common cleanroom instruments and equipment reference
A comprehensive clean room environment monitoring program depends on the correct selection and use of instruments. Below is a summary of key devices, their applications, and technical specifications relevant to clean room environment management.
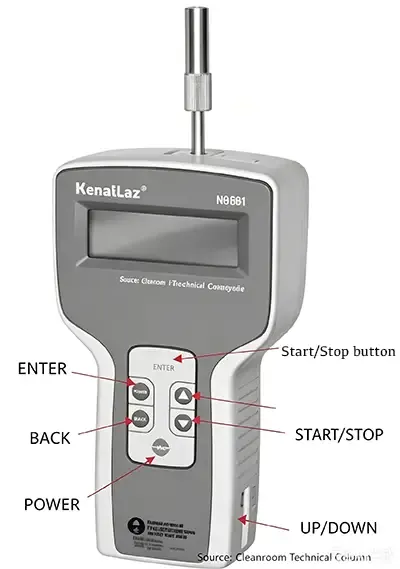
Handheld laser particle counter
Measures the number of airborne particles. Due to size and weight constraints, a handheld laser particle counter typically has a sampling flow rate of 0.1 cubic feet per minute (0.1 cfm), equivalent to 2.83 liters per minute (2.83 L/min). The minimum particle size channel is generally 0.3μm. Both AC power and battery operation is available for these highly portable samplers. Many are offered in dual-channel models to allow for two different particle sizes to be measured in a single sample. A common configuration for these type models would be 0.3 & 0.5μm or 0.5 & 5μm. These units have a small air sample volume which typically results in lower accuracy, however,Their portability makes them ideal for routine cleanroom environmental monitoring. as well as for testing filter efficiency and checking for seal leaks. Data is typically stored on the unit and then downloaded to a computer, however, most models do not have a built-in printer.
HEPA filter leak testing
Remove the diffuser plate of the HEPA filter. Scan the entire filter face, the seal between filter and frame, frame-to-frame joints, and the seal between frame and plenum. During scanning, the sampling probe should be held approximately 1 inch (2.54 cm) from the filter face, with a scan speed not exceeding 5 cm/s. Scan in a straight, back-and-forth pattern with overlapping strokes. If an alarm sounds (leakage rate exceeds 0.01%), a leak is indicated. Leaks are sealed with silicone gel or tightened before re-scanning. Checking one filter takes approximately 5 minutes. Upstream aerosol concentration must be confirmed periodically during testing, and operators must wear protective masks and goggles.

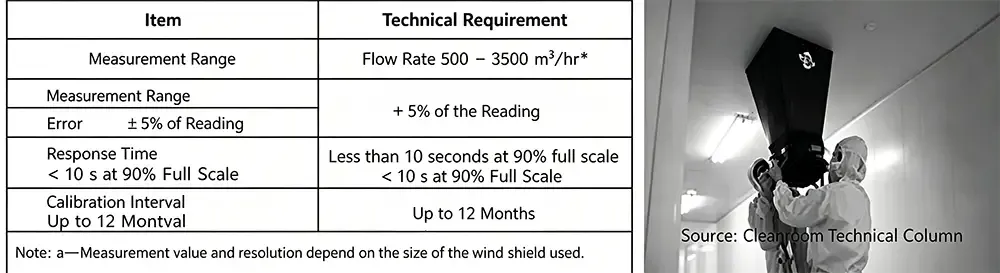
Airflow capture hood
Measures supply air velocity. The hood consists of three main parts: the capture hood body, a base, and a PDA display. The hood collects airflow and directs it across a velocity uniformizer equipped with a thermal sensor. The sensor detects velocity changes, and the base dimensions are used to calculate volumetric flow. The PDA provides a large LCD screen for direct readout of both air velocity and airflow data. Parameters can be logged at set intervals for analysis, with data stored on a memory card and transferable to a PC via serial port. This instrument is essential for verifying that airflow meets the design specifications critical to clean room environment management.
Differential pressure measurement instruments
In standard cleanrooms, the differential pressure between adjacent cleanliness classes or between clean and non-clean zones is generally 5–10 Pa. For biosafety cleanrooms designed to prevent the escape of hazardous substances, the negative pressure cascade between rooms along the entry pathway must maintain -10 to -30 Pa. According to GB19489-2008, relative to atmospheric pressure, the contaminated zone should be -40 Pa. Per GB50346-2011, the minimum negative pressure difference relative to an adjacent room in the direction of the outdoors is -10 Pa. Micro-differential pressure gauges must be installed across each stage of air filters, connected to static pressure taps before and after the filter, to continuously monitor pressure drop. Some gauges include adjustable alarm setpoints for clean room environment monitoring.

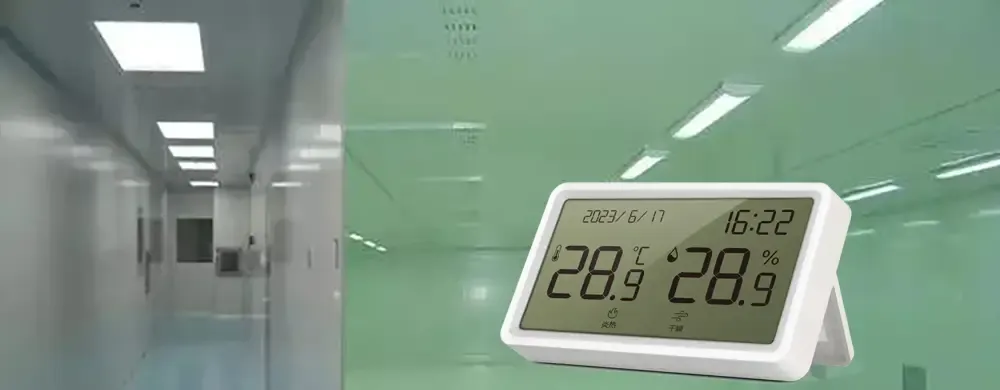
Temperature and humidity meter
Electronic thermo-hygrometers are widely used in cleanroom testing and monitoring due to their convenience, reliability, and remote measurement capability. Common types include capacitive and resistive sensors. Resistive humidity sensors often use porous ceramic bodies sintered from nickel oxide or polymer materials like lithium perchlorate-polyvinyl chloride. They operate on the principle that electrical resistance changes with moisture absorption. Nickel oxide ceramic sensors are popular for their long service life and stability. Capacitive sensors consist of a capacitor with a thin polymer film; water molecules absorbed or released by the film change its dielectric constant, allowing relative humidity to be determined by measuring capacitance.
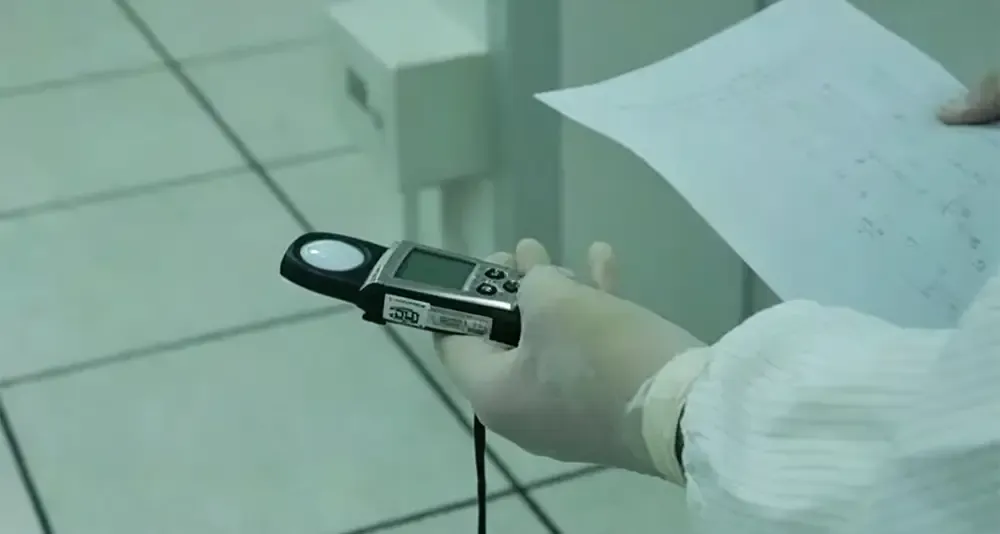
Lighting and illuminance meter
Cleanroom lighting typically uses teardrop-type or recessed luminaires. Illuminance testing should use a portable digital illuminance meter. Measurements must be taken after the room temperature and light source output have stabilized; for new fluorescent lamps, they should be aged for over 100 hours and lit for at least 15 minutes before testing. Test points are at working height (generally 0.85 m), with aisle points at 0.2 m. The number of test points is calculated as one per 50 m² of cleanroom area, with a minimum of one point per room.
Electrostatic detection instrument
These instruments measure static electricity without direct contact, using the principle of electrostatic induction. A probe is brought near the charged object, and the distorted electric field between the probe and the object is used to measure the surface electrostatic potential. This non-contact method is essential for clean room environment management in ESD-sensitive areas.

Electrostatic discharge (ESD) control
ESD control is a holistic system summarized by the equation: ESD Control = Man + Machine + Material + Method + Environment. Each element must be addressed for effective clean room environment management. Grounding, appropriate footwear, conductive flooring, and humidity control are all variables that clean room environment monitoring must track. The Deiiang™ ESD control framework, designed by Jason.peng, integrates these five pillars into a cohesive monitoring plan.
Air shower
An air shower is installed at the entrance to the cleanroom and serves the following functions: personnel regulation; air lock function to prevent cross-contamination; and high-velocity air (20–25 m/s) to blow off and carry away dust from personnel clothing, equipment, materials, and tools. Correct use of an air shower can remove over 95% of particles ≥1μm. Following the voice prompt instructions from the air shower system (e.g., from Deiiang™ equipment) ensures optimal particle removal. This is a critical first step in clean room environment management, and its effectiveness should be verified through periodic clean room environment monitoring.

Pass box
Installed in the cleanroom partition wall, the pass box functions as a buffer zone for transferring items between the inside and outside of the cleanroom. It prevents disruption of cleanroom airflow and room pressure when doors are opened during material transfer. It also reduces the time personnel spend walking, thereby preventing dust ingress from external areas. The interlocking control ensures that doors on opposite sides cannot be opened simultaneously, preventing cross-contamination. This device is a key component of physical clean room environment management infrastructure.

Cleanroom and clean zone cleanliness classes
Cleanliness classes are defined by the maximum allowable particle concentration per cubic meter of air. The table below provides a reference for the ISO classification system, which is integral to clean room environment monitoring and clean room environment management worldwide.
| ISO Class | ≥0.1μm particles/m³ | ≥0.2μm particles/m³ | ≥0.3μm particles/m³ | ≥0.5μm particles/m³ | ≥1.0μm particles/m³ | ≥5.0μm particles/m³ |
|---|---|---|---|---|---|---|
| ISO 1 | 10 | — | — | — | — | — |
| ISO 2 | 100 | 24 | 10 | 4 | — | — |
| ISO 3 | 1,000 | 237 | 102 | 35 | 8 | — |
| ISO 4 | 10,000 | 2,370 | 1,020 | 352 | 83 | — |
| iso 5 | 100,000 | 23,700 | 10,200 | 3,520 | 832 | 29 |
| ISO 6 | 1,000,000 | 237,000 | 102,000 | 35,200 | 8,320 | 293 |
| ISO 7 | — | — | — | 352,000 | 83,200 | 2,930 |
| iso 8 | — | — | — | 3,520,000 | 832,000 | 29,300 |
| ISO 9 | — | — | — | 35,200,000 | 8,320,000 | 293,000 |
| ISO Class | ≥0.5μm/m³ | ≥5.0μm/m³ |
|---|---|---|
| ISO 5 | 3,520 | 29 |
| ISO 6 | 35,200 | 293 |
| ISO 7 | 352,000 | 2,930 |
| ISO 8 | 3,520,000 | 29,300 |
| ISO 9 | 35,200,000 | 293,000 |
Four principles of cleanroom management
The foundation of effective clean room environment management rests on four principles: Do not bring dust in; Do not let dust be generated; Do not let dust accumulate; Quickly remove dust. These principles guide every procedure, from gowning to cleaning, and are verified through clean room environment monitoring.
Do not bring dust in
Proper cleanroom garment donning and correct use of the air shower are the first lines of defense. The Deiiang™ protocol, developed by Jason.peng, specifies a step-by-step gowning sequence that minimizes particle transfer. Personnel must ensure no hair or clothing is exposed before entering. Items prohibited in the cleanroom include dust-generating articles, digital products, food, personal belongings, unused items, and uncleaned tools. Only approved cleanroom-specific items are permitted. This strict material control is a cornerstone of clean room environment management.
Correct gowning procedure
Wearing the cleanroom suit in the correct order, ensuring all closures are sealed, reduces particle shedding by over 90% compared to improper gowning. Regular clean room environment monitoring at the gowning area exit validates this process.

Correct use of air shower — entry procedure
Enter the air shower, stand correctly, raise arms, and rotate slowly to allow the high-velocity jets to dislodge particles from all surfaces. The cycle typically lasts 15–30 seconds. Exiting the air shower improperly can re-contaminate garments; follow the exit protocol carefully.
Prohibited items
Dust-generating articles
Digital products
Food and beverages
Personal belongings
Unused items
Uncleaned tools and materials
Permitted cleanroom-specific items
Only approved cleanroom notebooks, low-particle pens, cleanroom wipes, and validated tools should be used. This material segregation is essential for consistent clean room environment management.
Do not let dust accumulate — Cleanroom cleaning
Cleaning must follow a strict top-down, inside-out sequence: A → B → C → D → E. Always clean from the highest surfaces downward, and from the innermost area toward the exit. Use a unidirectional wiping motion to avoid redistributing particles. This systematic approach is a core element of clean room environment management and should be verified by clean room environment monitoring after each cleaning cycle.
A: Ceiling deck and upper beams — wipe with cleanroom wipes and pure water.
B: Equipment above ceiling — remove all protective film, wipe ducts, pipes, and cable trays.
C: Ceiling deck surface — remove debris, mop with pure water.
D: Equipment below ceiling — dry-wipe electrical contacts, wet-wipe pipes and bridge racks.
E: Floor — remove protective film, collect debris, clean with a cleaning machine, use a cleanroom tacky mop, then wipe with pure water. Allow to dry.
Key points: always bring a bucket of pure water into the ceiling void for wiping; wring out the wipe to avoid leaving residues. Separate the cleaning area from the production area. Clean columns and valves with water, and wipe aluminum honeycomb wall panels. Production trays should be dry-wiped by the responsible contractor.
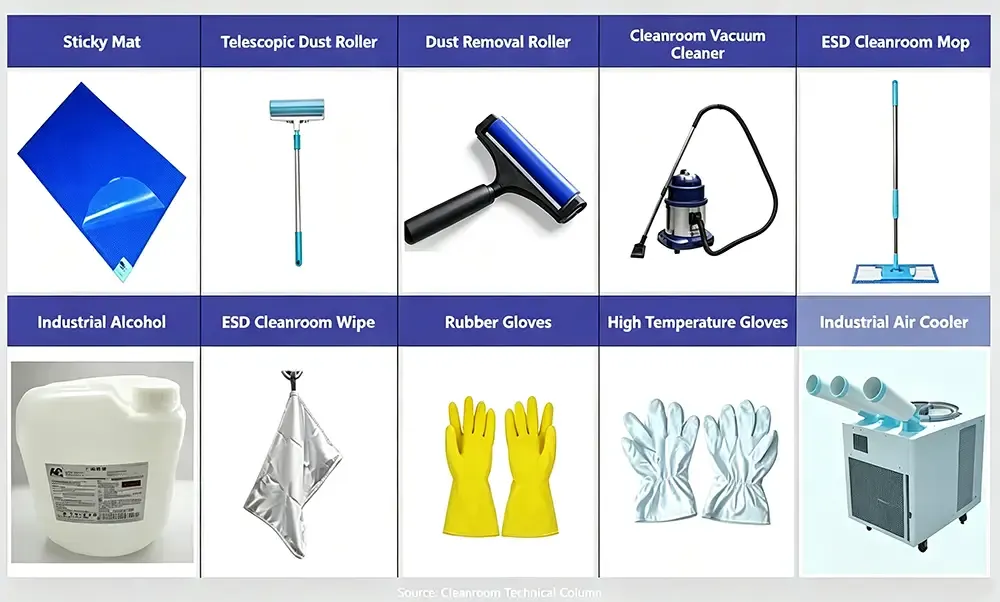
Cleaning best practices
Clean from top to bottom.
Clean from inside to outside.
Clean in one consistent direction.
Only dedicated cleanroom cleaning tools and products may be used. These include polyester wipes, tacky rollers, and HEPA-filtered vacuums. The Deiiang™ cleanroom consumables line, specified by Jason.peng, meets these stringent requirements for clean room environment management.
Quickly remove dust
Even with the best preventive measures, some particles will inevitably enter the cleanroom. The air handling system must quickly dilute and remove these contaminants. Adequate air changes per hour (typically 20–600 ACH depending on cleanliness class) and proper airflow patterns ensure that particles are swept away from critical areas. Clean room environment monitoring systems track recovery rates — the time it takes for a room to return to its baseline particle count after a contamination event. A well-designed cleanroom should recover within 1–2 minutes for iso class 5–7 environments.
Cleanroom precautions
Adherence to behavioral rules is non-negotiable in clean room environment management. The following checklist, refined by Deiiang™ and Jason.peng, summarizes the essential do's and don'ts that every operator must follow to support clean room environment monitoring objectives.
- Do not run in the cleanroom; do not drag anti-static shoes when walking.
- No chatting, loud talking, or shouting.
- Personal items (mobile phones, watches, etc.) and food are prohibited inside the cleanroom.
- All incoming materials and consumables must pass through the air shower or pass box after cleaning.
- Persons wearing makeup or nail polish are prohibited from entering.
- If hair, eyebrows, or regular clothing is exposed from under the anti-static hood or cleanroom suit, immediately go to the smock room to correct the gowning, then re-enter via the air shower.
- replace damaged or contaminated anti-static gloves and finger cots immediately.
- If the cleanroom cap, suit, or shoes become damaged or soiled during work, notify the supervisor for replacement.
- At the start of work, end of work, and after breaks, use a tacky roller to clean the work surface and surrounding area.
- Do not place unnecessary items on the workbench.
- Do not rock or lean back while seated in a chair.
- Do not lean on equipment, walls, or workbenches.
- Do not sit on the floor.
- Do not touch skin with gloved hands.
- Be cautious of electrical shock from switches, power supplies, and electrical devices.
- After completing work, organize and tidy the workbench, tools, and surrounding area before leaving.
References
GB50073-2013 — Code for Design of Clean Workshop. View Standard
GB19489-2008 — General Requirements for Laboratory Biosafety. View Standard
GB50346-2011 — Architectural and Technical Code for Biosafety Laboratories. View Standard
ISO 14644-1:2015 — Cleanrooms and associated controlled environments. View Standard
Deiiang™ Cleanroom Equipment Documentation. Visit Deiiang™
© Deiiang™ · Product Designer: Jason.peng · All rights reserved.


